Как паять полипропиленовые трубы армированные стекловолокном?
Пайка полипропиленовых труб. Полезные советы и инструкция
Частное жилье, квартира и дом обустраиваются посредством применения инженерных коммуникаций. Проблема монтажа, реконструкции и ремонта на каждом из объектов требует ремонта или прокладывания системы водопровода и отопления. Современные технологии предложили владельцам объектов и специалистам по монтажу альтернативное, более бюджетное и удобное решение — трубы из полипропилена. Правильный монтаж определяет, что контуры отопления и водопровод не уступают другим вариантам по эксплуатационным свойствам. По отдельным параметрам присутствует существенно превосходство полипропиленовых конструкций над стальными. Сам процесс выполнения пайки труб не представляет сложности, не требует профессиональных знаний и особенных навыков. Он рассмотрен в инструкции, представленной ниже.
Трубы отличаются между собой
Перед началом описания инструкции по монтажу требуется дать определение материалам, разновидностям и сфере применения. Выбор труб по принципу цены или наличия в строительном магазине недопустим. Неправильный выбор чреват возникновением трудностей после монтажа. Они могут заключаться в возникновении протечек, трещинах и деформации. Это приводит к необходимости переделывать систему, нести дополнительные затраты.
Гидравлические расчеты определяют размерную сетку для труб. Коммуникации отличаются между собой и требуют разного диаметра трубы. Линейка диаметров составляет от 16 до 110 мм обеспечивает практически все варианты и потребности монтажа. Практика показывает, что потребности квартиры удовлетворяются трубами диаметром до 50 мм, исключения бывают редко. Трубы большего диаметра магистральные. Они требуют особенного подхода к монтажу и редко встречаются в работе домашнего мастера.
Трубы полипропиленовые отличаются между собой по цветовым решениям. Оттенки и разновидности труб по цвету никак не связаны с эксплуатационными характеристиками и ни на что не влияют. Их не стоит принимать во внимание. Это стандартное решение производителей, помогающее им сделать продукцию более броской и яркой на общем фоне. Единственная возможность выбрать трубу с определенным цветом и задачей — приобрести белое изделие для отопления. Цвет обеспечивает возможность вписаться в любой интерьер.
Если на трубе присутствуют цветные полосы, то они будут нести информационную нагрузку, понятную для всех. Синяя полоса говорит о применении изделия для потребностей холодного водоснабжения. Красная полоса говорит о предназначении выдерживать высокие температуры в процессе эксплуатирования. Маркировка цветом приблизительная и несет минимальную информационную нагрузку. Отдельные разновидности изделий не обременены даже такой маркировкой. Линия на трубах помогает определить нагрузку, свойства и становится ориентиром при стыковке на швах. Линия — удобный ориентир при монтаже.
Буквенно-цифровая маркировка несет основную часть информации. Искать ее нужно на внешней стенке изделия. Здесь стоит проявить особую внимательность и вникнуть в написанное производителем.
Полипропиленовая труба имеет обозначение PPR, принятое в качестве международной маркировки полипропилена. Обозначения РРRC, РР-В, РР-Н, РР-3 и другие встречаются при указании разновидности материала. Для удобства пользователя предусмотрена другая система маркировки, учитывающая тип, давление жидкости, перекачиваемые температуры. На практике применяется четыре типа труб: PN-10, PN-25, PN-16 и PN-20. От цифры зависят эксплуатационные свойства трубы и максимальная температура использования. PN-25 применяется для потребностей отопления и выдерживает температуру 95 градусов.
Эксплуатационные свойства имеют прямую зависимости от толщины стенок трубы. Толстые стенки могут выдержать большую температуру и высокое давление.
Полипропилен при своих плюсах имеет существенный недостаток — при перегреве наблюдается существенное линейное расширение. Трубы холодного водопровода, находящиеся внутри здания, не чувствуют на себе отрицательного влияния фактора расширения. Трубы горячего водоснабжения могут более существенно ощущать проблему, испытывать деформацию, появление напряжения внутри конструкции, провисание длинных участков.
Армирование полипропиленовых труб применяется для снижения влияния температурного расширения. Армируют стеклопластиком и алюминием. Армирующий пояс из стеклопластика располагается по центру толщины стенки трубы, не влияет на пайку.
Алюминиевое армирование делится на два типа. При первом слой фольги располагается в рядом с внешней стенкой изделия. Альтернативный вариант предусматривает прохождение слоя алюминия по центру. Оба типа отличаются по особенностям монтажа и конструкции.
Оба варианта армирования позволяют добиться существенного снижения уровня расширения труб при нагреве. Слой армирующего материала становится барьером против диффузии (проникновения кислорода через поверхность трубы внутри нее).
Проникновение кислородных молекул и их попадание в воду внутрь трубы вызывает ряд отрицательных последствий: существенное повышение газообразования, возникновение процессов коррозии, что очень опасно для котельного оборудования. Надежный армирующий слой существенно снижает отрицательное воздействие на трубы и коммуникации в целом. Трубы с армированием получили широкое применение в отопительных системах. Трубы для водопровода выбирают со стандартным стеклопластиковым армированием, не оказывающим на диффузию значимого эффекта и влияния.
Трубы реализуются отрезками стандартного размера по 2 м и 4 м. Торговые точки режут трубы кратно 1 метру. К трубам добавляются специальные комплектующие: резьбовые фитинги для перехода на другой тип труб, заглушки, муфты, компенсаторы, обводные петли и т.д.
Разнообразие конструкционных элементов и расходных материалов позволяет подобрать варианты для сборки системы любого уровня сложности. Расходники и детали стоят недорого, что позволяет сделать приобретение с нужным запасом для монтажа и использования.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине. Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру. Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Процесс сварки ППР труб
Залог успеха состоит в выполнении максимального количества узлов в одной позиции на верстаке. Лучше проводить работы по пайке ппр труб с помощником, ведь при самостоятельном монтаже просто допустить ошибку.
Подготовка паяльного аппарата

На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы. Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Важно! Перед соединением и нагревом обязательно следует очистить места соединения от пыли и грязи, а также провести обезжиривание.
Разметка соединения
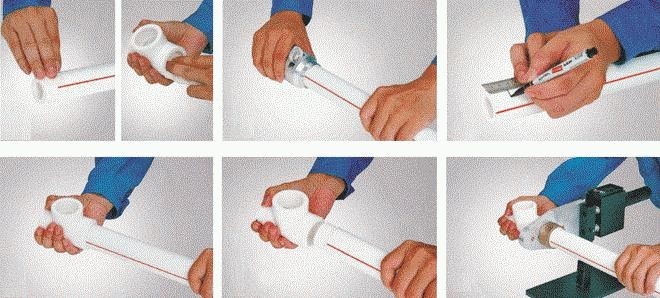
Следующим шагом является разметка соединения. Требуется отмерить длину пояса провара и сделать пометку карандашом или маркером. Это будет место, по которое труба будет введена в нагревательную муфту. Для каждого диаметра устанавливается свой показатель, и ему нужно следовать. При необходимости наносится дополнительная метка, если имеет значение взаимное расположение деталей для сопряжения.
Соединение труб

Далее помеченные элементы труб одновременно вводят в муфту паяльника, а элемент соединения устанавливается в дорн. Труба должна быть введена до отметки, элемент соединения — до упора.
После установки элементов начинает вестись отсчет времени прогрева, зависящего от диаметра трубы, и ему обязательно надо следовать.
В конце времени прогрева детали также одновременно снимают. У мастера есть секунды для их соединения и придания правильного положения. Детали с усилием заводятся друг в друга. Легкая корректировка допускается в первые 1-2 секунды. Детали удерживаются без изменения положения все время, отведенное на фиксацию.
Готовый узел не должен использоваться и испытывать нагрузки все время, предусмотренное для полимеризации полипропилена.
Перед первой пайкой полипропиленовых труб рекомендуется купить соединительные элементы и трубы для тренировки. При успешной пайке образовывается буртик в 1 мм, не портящий внешнего вида изделия.
Как правильно паять полипропиленовые трубы для водопровода паяльником
Сварка полипропиленовых труб нужна при сооружении систем отопления или водопровода в квартирах и частных домах. Правильная стыковка составляющих помогает добиться прочной фиксации, герметичности и безопасного использования трубопровода на протяжении длительного периода времени. При этом многих начинающих мастеров интересует, как пользоваться паяльником для полипропиленовых труб.
 Пайка полипропиленовых изделий имеет определенные особенности
Пайка полипропиленовых изделий имеет определенные особенности
Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
 Популярным видом пайки считается муфтовый метод
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Обратите внимание! Полученное соединение получается не слишком прочным. Потому такой метод сварки не очень распространен среди мастеров.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Специфика пайки труб из полипропилена
Нагревание полипропилена способствует его размягчению. При этом его частицы попадают в смежные элементы. После остывания материал становится твердым и стойким к повреждениям. Как же сварить трубы из полипропилена с помочью работы паяльником? Чтобы запаять такие изделия, нужно учитывать следующие особенности:
- нагревать материал до состояния вязкой текучести;
- паять изделия из одинаковых материалов;
- плотно стыковать торцы и фитинги;
- выравнивать материал в течение нескольких секунд, поскольку полипропилен быстро застывает.
 Сварка полипропилена обладает определенными особенностями
Сварка полипропилена обладает определенными особенностями
Порядок выполнения пайки
Многих мастеров интересует, как паять пластиковые трубы для водопровода паяльником. При этом требуется учитывать много особенностей.
Подготовка к свариванию
Перед установкой новых труб следует нанести схему трубопровода. Чтобы не подгонять изделия по размеру, нужно заранее измерить длину трубопровода. При использовании муфт для соединения стоит сделать запас на установку.
 Перед выполнением сварки нужно подготовить все необходимое
Перед выполнением сварки нужно подготовить все необходимое
Подготовка оборудования
Паяльник нужно поставить на ровной площадке, чтобы он случайно не перевернулся. Насадки требуемого диаметра следует расположить рядом. Прогревание нагревательного элемента осуществляется равномерно до определенной температуры. Для пайки пропилена нужно работать устройством, нагретым до 260 градусов.
Подготовка труб к свариванию
Как же паять полипропиленовые трубы для отопления своими руками паяльником? Для начала края нужно обрезать специальными ножницами. Это делают под прямым углом. После чего место среза необходимо отшлифовать и обезжирить. Для этого стоит пользоваться мыльным раствором.
Важно! Нельзя обрабатывать трубы растворителями, водкой, бензином, ацетоном. Агрессивные составы приводят к разъеданию поверхности полипропилена.
Разогрев полипропилена
При разогревании труб нужно контролировать глубину. Важно следить за временем нагревания. В противном случае есть риск деформации поверхности. Это станет причиной искривления геометрии. Как следствие, состыковать детали без зазоров не удастся.
Особенности пайки
Варить трубы из полипропилена требуется быстрыми движениями. При этом нужно прикладывать нагретые фрагменты друг к другу. Важно учитывать, что участок трубы должен войти в стакан фитинга до требуемой глубины.
Обратите внимание! Корректировать положение можно в течение 2-4 секунд. При этом фрагменты запрещено сгибать или поворачивать.
Охлаждение и проверка герметичности
Шов запрещено принудительно охлаждать. Температурные колебания могут привести к появлению трещин и искривлениям в области плавления.
Ошибки во время пайки
Иногда во время пайки возникают различные проблемы. Они могут быть связаны с такими ошибками:
- не выполнено очищение материала от жировой пленки;
- сделан неправильный угол среза деталей;
- недостаточно или чрезмерно прогреты детали;
- конец трубы неплотно посажен в структуру фитинга;
- не полностью снят армированный слой с трубы;
- корректируется положение деталей после схватывания материала.
Влияние ошибок на качество сварки
Несоблюдение технологии сварочных работ приводит к негативным последствиям. Она провоцирует внутреннюю деформацию, при которой расплавленный полипропилен перекрывает внутренний проход трубы. Впоследствии узел теряет работоспособность. В этой области появляются засоры, которые препятствуют движению воды.
 Ошибки во время сварки приводят к получению некачественного соединения
Ошибки во время сварки приводят к получению некачественного соединения
Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Обратите внимание! После смазывания конца трубы и внутренней полости муфты удается на короткий срок сделать пластик более мягким. В этот момент и требуется выполнять соединение.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
Правила пайки полипропиленовых труб своими руками
Вместо металлических часто предпочитают применять полипропиленовые трубы, которые превосходят металл многими качествами. Научиться правильно паять трубы из ПВХ своими руками в надежную сеть – навык, который будет полезен каждому, кто собирается выполнить монтаж самостоятельно.
Что необходимо для пайки
Прежде чем начинать работать, нужно подготовить материалы и инструменты. Трубы из пропилена для монтажа холодного снабжения водой подойдут стандартные толстостенные, которые держат температурный режим до 20ᵒС. Если снабжение будет горячим либо планируется устраивать сеть отопления, то надо взять трубы, армированные стекловолокном или фольгой из алюминия.
 Для пайки труб применяется специальный паяльник
Для пайки труб применяется специальный паяльник
Им не страшна температура нагрева до 90-95 ᵒС и высокое давление теплоносителя.
Фитинги крепления из полипропилена разной формы и назначения – с их помощью скрепляются отрезки трубопровода под разными углами, создавая разводку и магистральный поворот, совмещение изделий различных диаметров, присоединение оборудования учёта, заглушка выбранных участков. Паяльник для сварки пропиленовых элементов трубопровода с насадками нужен, чтобы сваривать различные диаметры.
Необходимо найти набор для пайки трубопровода из полипропилена, в который, кроме паяльника, могут входить:
- Рулетка;
- Ножницы или прочие комплектующие;
- Насадки;
- Уровень.
Если предстоит одноразовая работа по спайке полипропилена, то рациональнее взять в аренду аппарат с насадками, чем приобретать дорогостоящее оборудование. Спецножницы необходимы для обрезки. Ножницы не оставят на торцевой стороне заусенцев. Шейвер – это устройство для снятия слоя алюминия с армированных изделий. Без его снятия спаять не получится.
Как спаять полипропиленовые трубы
Необходимо нарезать пластиковые изделия по значениям, которые были рассчитаны. Далее инструкция предусматривает снятие фаски с внешней стороны всех элементов из пластмассы. Насадки оборудования и участки труб из пластика, прежде чем запаять, надо обезжирить.
Первостепенно технология предусматривает составление схемы, на которой следует указать расположение всех будущих:
- Труб;
- Фитингов;
- Поворотов;
- Входов в стенки.
 При пайке труб следует соблюдать правила техники безопасности
При пайке труб следует соблюдать правила техники безопасности
Очистка — обязательный этап. Почистить можно специальным средством для полипропилена. На поверхности всех элементов следует сделать отметки, которые помогут вести контроль глубины их входа в паяльник.
Таблица расчета времени
В этот период нельзя допускать перекосов. Комплектующие надо снять с насадок и зафиксировать не в дырку, а стык в стык. В первые секунды, когда изделия только получилось сварить, ещё можно скорректировать прямолинейность зоны спайки.
Спайка проходит так:
- Надо изучить правила эксплуатации оборудования.
- Прибор включить в электросеть и нагреть до определенного температурного режима.
- Изучить инструкцию, в которой написано, при какой температуре проводить паяние. Эта информация поможет предотвратить брак в работе.
- Обычно температура будет 260ᵒС. Отрезок трубы и фитинг надо вставить в насадки агрегата на строго определенное время нагрева.
- Их следует удерживать неподвижно. Вращать или сдавливать трубы, фитинги нельзя.
- Для полного застывания расплавленного пластика необходимо примерно 15 сек.
 Пайку труб намного легче осуществлять вдвоем
Пайку труб намного легче осуществлять вдвоем
Спаивание готово. В дальнейшем ошибки уже не исправить. После завершения работы трубопроводы прикрепляют к стенкам с помощью разного рода крепежей, которые создают неподвижность. Ниже приведена таблица времени спайки в зависимости от диаметра изделий.
| Диаметр | мм до метки | Разогрев | Охлаждение |
| 90 | 29-35 | 40 | 8 |
| 63 | 24-30 | 24 | 6 |
| 25 | 15-19 | 7 | 2 |
| 50 | 20-27 | 18 | 4 |
| 40 | 18-24 | 12 | 4 |
| 32 | 16-22 | 8 | 4 |
| 75 | 26-32 | 30 | 6 |
| 20 | 14-17 | 6 | 2 |
Таблицей пользоваться нужно обязательно, тогда монтаж пройдет безупречно. Если на поверхности насадок присутствуют следы пластика, надо разогреть агрегат, а потом убрать все лишнее тряпкой.
Особенности пайки армированного полипропилена
Теперь понятно, как проводится спайка труб из полипропилена с толстыми стенками. Будет полезным узнать, как правильно спаять пропиленовые изделия для отопительной системы с канифолью. Отличие в спайке армированных элементов от обычных заключается в том, что с каждого участка соединения нужно убрать фольгу из алюминия. Иначе качество спайки будет плохим.
Эта процедура осуществляется при помощи шейвера из металла, обрезающего слой фольги, если тот располагается с наружной стороны.
Затем спайка выполняется как обычно. Если же слой алюминия расположен внутри полипропилена, то применяется специальный торцеватель. Он забирает с торца элемента слой материала внутри и сравнивает торец изделия, создавая крепкое соединение. В той ситуации, если трубопровод армирован стекловолокном, спайка элементов ничем не отличается от работы с трубами, которые не имеют армирования.
В процессе работы следует учесть такие особенности:
- Высококачественная пайка может получиться только на сухих изделиях. Присутствие капель влаги может окончательно испортить крепление.
- Насадки на паяльнике должны быть прикреплены очень плотно. Если этого не сделать, то оборудование быстро испортится.
- При нагревании полипропилен слегка сжимается, поэтому длина отрезка трубопровода может сократиться на 1 мм. Важно сделать при расчётах небольшой запас по длине.
- Трубопроводы правильно соединять горизонтально. Так получится предотвратить непроизвольные сдвиги соединяемых элементов.
 Полиуретановые трубы обладают отличными эксплуатационными качествами
Полиуретановые трубы обладают отличными эксплуатационными качествами
Чтобы сделать пайку по вертикали, паяльник должен вертикально держать мастер, а его помощник — соединять отрезки труб. Важно не перегревать паяльник, так как уже при температурном режиме 270ᵒС пластик может начать разрушаться. Если требуется соединить между собой полипропилен и металл, то применяют комбинированные фитинги. К одному концу изделия прикрепляется труба из металла, а другой его конец припаивается к полипропиленовому изделию. В помещении, где идет работа по монтажу полипропиленового трубопровода, должна удерживаться положительная температура.
Формула расчета диаметров труб
Изделия классифицируются по проходимости. Диаметр внутри определяет то, сколько воды труба может пропустить за определенный период. Диаметр наружный для высчитывания проходимости не имеет значения, но им и толщиной стен определяется надежность и способность сдерживать давление жидкости. Для грубого расчёта требуемого диаметра внутри разработана несложная формула: Qобщ = ПИ х V.
 В некоторых случаях сначала лучше выполнить пайку труб, а потом уже принести их туда, где они будут установлены
В некоторых случаях сначала лучше выполнить пайку труб, а потом уже принести их туда, где они будут установлены
В ней:
- Qобщ – сумма пикового расходования воды;
- Число ПИ – 3,14;
- V – скорость передвижения жидкости по трубопроводу.
Значение V берётся для большого, толстого элемента в полтора-два метра в секунду, для тонкого — 0,7-1,2. Разница в том, что меньший параметр соответствует большему соотношению поверхности/просвета. В тонкой трубе большая часть транспортируемой жидкости будет притормаживаться о стенки. Трубы из пластика диаметром 10-25 мм выбираются по малому значению скорости, диаметром 32 мм и больше – по большему значению V.
В отдельной группе надо держать ориентир на максимум значения скорости, так как у полипропилена очень гладкая поверхность.
Относительно водопроводной системы это значит минимум потери на трение жидкости о стены трубопровода. Точный расчёт соотношения диаметра и проходимости имеют значение тогда, когда создается проект всей системы снабжения водой многоэтажки. Если применить диаметр меньше требуемого, то вечером, в час-пик, верхние этажи будут сидеть без воды. Понятное дело, всегда хочется подстраховаться и взять трубу пошире, больше расчётного диаметра. Однако не надо забывать про экономию: чем больше диаметр, тем больше и цена. Стоимость готового проекта всегда рассчитывается индивидуально.
Спайка труб из пластика — процесс не особо сложный, но, если нет навыков работы с паяльником, лучше обратиться к мастерам.
О торцевании и пайке полипропиленовых труб с «центральным» армированием алюминием
Прошу помощи в следующей задаче:
Необходимо правильно выполнить торцевание и пайку полипропиленовых труи ProAqua c «центральным» армированием алюминиевой фольгой (для примера, «PP-R Трубы DUO SDR6»).
Требуется информация, предоставляемая производителем, с описанием технологии торцевания и пайки:
В частности, важно найти ответы на следующие вопросы:
1) годятся ли «обычные» насадки для пайки данных труб, или требуются какие-то особенные;
2) как правильно запаивать штробу, образующуюся после торцевания, чтобы надежно защитить алюминий от контакта с водой.
Буду признателен за ссылки на официальную документацию, иллюстрацию, видео.
А те кто ее продает не в курсе?
Андрей Сновидов , нашли у кого спрашивать, у тупых менеджеров.
К полизводителю надо поросто обратиться напрямую.
Но лучше избегать этой трубы всеми силами.
Трубу поставила Москва при «капремонте» дома. Выбора у меня нет. Нужно запаяться к тому, что уже установлено.
Глубоко сомневаюсь, что до вас кто то задавался такими вопросами. Труба не фонтан, и скорее всего её монтировали «на отвяжись», зная, что в будущем есть на кого свалить. ИМХО.
Я бы на вашем месте скорее озаботился подгонкой температуры вашего паяльника под конкретно вашу трубу, обычно так поступаю, при встрече с «незнакомкой» 
KAPSLOK написал:
1) годятся ли «обычные» насадки для пайки данных труб, или требуются какие-то особенные;
Для пайки таких труб используется обычный паяльник для РР
KAPSLOK написал:
2) как правильно запаивать штробу, образующуюся после торцевания, чтобы надежно защитить алюминий от контакта с водой.
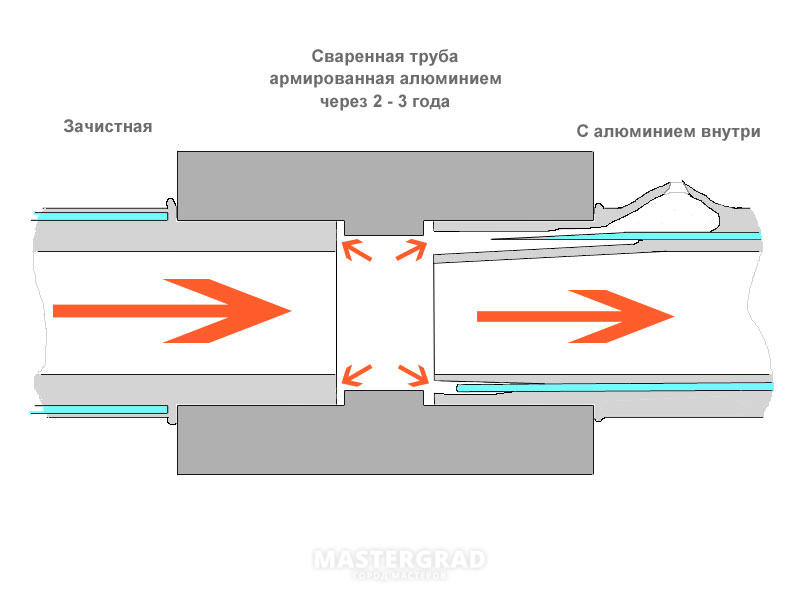
Перед сваркой РР труб c «центральным» армированием алюминиевой фольгой требуется использовать зачистку-торцеватель.
Этим торцевателем как раз и удаляется фольга с торца трубы, что позволяет добиться герметичного шва при сварке и тогда монолитно спаянный стык не даёт встречному потоку расслоить трубу.
KAPSLOK написал:
Нужно запаяться к тому, что уже установлено.
Тогда нужно купить специальную торцевую зачистку и производить сварку, вставляя трубу и фитинги в насадки и друг в друга по нанесённым меткам глубины.
KAPSLOK написал:
Трубу поставила Москва при «капремонте» дома. Выбора у меня нет. Нужно запаяться к тому, что уже установлено.
KAPSLOK , Как думаете, те кто уже все закапремонтил, заморачивались такими вопросами? Хорошо если температурный режим выдерживали.
Technik-san написал:
Этим торцевателем как раз и удаляется фольга с торца трубы, что позволяет добиться герметичного шва при сварке и тогда монолитно спаянный стык не даёт встречному потоку расслоить трубу.
- нужно торец отрезать строго перпендикулярно + контролировать насколько труба в фитинг входит + Т нагрева, + Т. слишком много условий для того чтобы их соблюсти тому контингенту что там работает. ИМХО труба с внутренним армированием- продукт маркетинга. Продать сейчас, а отвечает пусть монтажник. Расхлебывает- потребитель.
Что интересно, так это то что когда эта труба появилась, к ее достоинствам причислялось отсутствие необходимости зачистки от фольги при сохранении преимуществ армированной фольгой трубы. В результате обернулось геморроем для монтажника.
И как проконтролировать качество запайки пусть даже заторцованного алюминия ? НИКАК. Время покажет, ага..
АлекСАН_dr , + проконтролировать строгую соосность прогрева (проплавления) и последующей стыквки, что в некоторых неудобных положениях почти невозможно.
KAPSLOK , я бы рекомендовал заменить трубу на обычную армированную, которая под зачистку алюминия, работает она уже десятилетиями на отоплении и без потери эластичности. Это, чтобы к вам потом претензий небыло, если что случись. Скажете дороговато? отвечу, как бы потом дороже не вышло.
по 15 лет стоят на общественных объектах без торцевания — ничего не течет. Valtec
Если не ошибаюсь, Эгопласт был владельцем марки Проаква или дистрибьютором. Сейчас он называется Егоинг. Вот с его сайта нашёл:
Если будет негерметичность в торцовке, то давление полезет под наружную шкуру, для отопления от котельной страшновато.
Воздержусь от применения.
Коллеги, я получил следующий ответ на свой вопрос из Компании «Эго Инжиниринг»:
_Для торцевания труб полипропиленовых армированных алюминием посередине PRO AQUA PPR DUO SDR 6 используются специальные торцеватели (PP-R Зачистка (для среднего слоя) торцеватель). Торцеватель устанавливается на трубу и вращается. При торцевании удаляется на глубину 2-3 мм средний алюминиевый слой стенки трубы, что обеспечивает сплавление наружного и внутреннего слоев стенки трубы и закрытию среднего алюминиевого слоя. А это предотвращает его коррозию и, как следствие, расслаивание слоёв в процессе эксплуатации.
Для сварки таких труб после торцевания не требуются специальные насадки, используются обычные насадки для сварки полипропиленовых труб.
Как выполняется пайка полипропиленовых труб – правила соединения
Полипропиленовые (ПП/ППР) трубы – это одно из самых популярных изделий для самостоятельного создания трубопроводов в домашних условиях. В статье речь пойдет о том, как производится пайка ПП труб: необходимые инструменты, технология монтажа и т.д.

Аппараты для пайки ПП труб
Начинается инструкция по пайке полипропиленовых труб с этапа выбора инструмента, которым будут производиться монтажные работы. Если учесть, что между собой все сегменты труб объединяются посредством пайки, то нужно подобрать эффективный паяльник.
Иногда говорят, что полипропиленовые трубы свариваются между собой, но это ошибочное заявление, поскольку способ их соединения называется пайкой и никак иначе. Использование различных механических креплений (прессовых фитингов или резьбы) вовсе исключается из-за своей непригодности для монтажа ППР труб.

Современные сварочные аппараты для ПП труб различаются лишь формой нагревателя:
- круглого сечения;
- плоский (внешне немного схож с простым утюгом, отчего его так периодически и называют).
Фактически между некоторыми разновидностями аппаратов для сварки, посредством которых может быть выполнена пайка полипропиленовых труб, имеются лишь различия в конструкции. Если речь идет о круглом нагревателе, то на него надеваются тефлоновые насадки под трубы и закрепляются по принципу хомута, а плоская конструкция предполагает накручивание насадок с двух сторон. Других же индивидуальных особенностей у этих инструментов нет, а задачу они выполняют одну – пайка пропиленовых труб своими руками с высокой эффективностью и скоростью.
В специализированных магазинах паяльник изначально продается с набором насадок. Самым дешевым является вариант китайского производства, где в комплекте содержится устройство мощностью в 800 ватт, крепеж-подставка под него и 3 стандартных насадки под трубы с сечением в 2, 2,5 и 3,2 сантиметра. Такой набор является оптимальным, если речь идет о работе исключительно в условиях одного здания, где имеется лишь трубы указанных диаметров.

Для труб большего размера (4, 5 или 6,3 сантиметра) понадобиться более дорогостоящий набор с полноценным комплектом насадок. Лучшие устройства, естественно, продаются в странах Европы, где производители заботятся о качестве своей продукции, а потому обеспечивают ей максимальную надежность и предельный срок эксплуатации. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
Лучшие наборы содержат в себе не только приспособление для пайки полипропиленовых труб и полный комплект насадок к нему, но еще и набор дополнительных инструментов и защитных средств:
- специальные ножницы для резки ПП труб под прямым углом;
- ключ-шестигранник;
- отвертка (крест);
- измерительная рулетка;
- перчатки, но даже при их наличии не стоит забывать об элементарных правилах безопасности.
По стандарту нагревательный элемент делают таким, чтобы на него можно было установить 2-3 насадки разных размеров. Это значительно облегчает работу и позволяет выполнять монтаж системы, в которой сочетаются трубы с различными сечениями.

Аппарат обязательно делается мощным, поскольку с его помощью нужно в кротчайшие сроки выполнить равномерный прогрев крупного элемента (настройка производится под трубы диаметром от 6,3 сантиметра). В домашних условиях можно применять «утюг» с мощностью в 0,7-1 киловатт, а более 1 киловатта – это мощность для профессионального агрегата, но и стоят последние, естественно, гораздо дороже. Читайте также: «Какие бывают утюги для пайки труб – варианты, преимущества и недостатки, способы использования».
Специфика монтажных работ при работе с ПП трубами
Перед тем как паять ППР трубы нужно собрать все необходимые инструменты из перечисленного выше списка. Возможна замена ножниц для идеально ровной резки трубы под прямым углом на сочетание стусла и ножовки. Стусло при желании даже можно создать своими руками: важно лишь получить максимально прочный фиксатор для трубы. Если резка труб выполнялась именно таким способом (со стуслом и ножовкой), то срез нужно очистить от любых шероховатостей, заусениц, как с внешней, так и с внутренней стороны. Читайте также: «Как выполняется спайка полипропиленовых труб – инструменты и технологии».
Разметка труб также должна выполняться с высокой точностью. Любое соединение подразумевает, что труба будет заткнута в тройник или фитинг на определенное расстояние, которое называют глубиной пайки. Такой запас длины должен соблюдаться на каждом сегменте. Вставляя трубу нужно обязательно отмечать границы, по которые будет производиться их вставка.

Глубина, на которую необходимо задвигать трубу в прогреваемые соединители, зависит от диаметра этих труб (первое значение – диаметр трубы, а второе – запас длины под вставку):
- 2 сантиметра – 1,4-1,7 сантиметра;
- 2,5 сантиметра – 1,5-1,9 сантиметра;
- 3,2 сантиметра – 1,6-2,2 сантиметра;
- 4 сантиметра – 1,8-2,4 сантиметра;
- 5 сантиметров – 2-2,7 сантиметра;
- 6,3 сантиметров – 2,4-3 сантиметра.
Более точное значение можно получить лишь после того, как будут подобраны фитинги, поскольку нужно учитывать, что в один такой соединитель буду входить сразу две трубы, а значит, его ширина должна быть не меньше двух заступов (из тех, что указаны в списке выше).

Также нередко производится пайка армированных полипропиленовых труб, отличающихся от простых тем, что на них нанесен слой алюминиевой фольги, стекловолокна или волокна на основе базальта. Довольно часто трубы от различных производителей выглядят по-разному. В случае, если данный слой нанесен не по центру, а ближе к наружному краю трубы, то перед тем как начать спайку, нужно зачистить этот слой на длину заступа трубы.
Последовательность проведения пайки
Для начала подготавливается паяльник: устанавливаются нужные насадки, подбирается оптимальная температура. Обычно температурный режим, установленный производителями труб, – это 260-270 градусов по Цельсию. Естественно, нельзя трубу перегревать (материал просто деформируется), но и недогрев приведет к тому, что будет нарушена герметичность соединения, а качество и надежность всей системы снизятся. Сеанс пайки также должен быть проведен строго по времени, которое напрямую зависит от диаметра трубы.

При стандартной температуре в 260 градусов по Цельсию устанавливаются следующие сочетания «длина – время» (время указывается тремя промежутками, поскольку пайка выполняется в три этапа: нагрев, фиксация стыка, сварка (охлаждение)):
- 2 сантиметра – 6/4-6/2 секунд;
- 2,5 сантиметра – 7/4-10/2 секунд;
- 3,2 сантиметра – 8/6-10/4 секунд;
- 4 сантиметра – 12/6-20/4 секунд;
- 5 сантиметров – 18/6-20/4 секунд;
- 6,3 сантиметра – 24/8-30/6 секунд.
Предполагается, что на последнем этапе сварки (охлаждения) стык наберет свою максимальную прочность, а материал полностью кристаллизируется и будет эффективно сопротивляться нагрузке, как снаружи, так и с внутренней стороны (от напора подаваемой в трубу жидкости). Читайте также: «Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы».

Итак, когда инструмент настроен, можно приступать к процедуре пайки, которая выполняется в определенной последовательности:
- Труба берется одной рукой, а во вторую – фитинг. Затем их надевают на насадку паяльника с двух сторон без поворачивания вокруг нее.
- Ожидается нужное время (прописано в списке выше).
- Элементы снимаются с тефлона (опять же без поворота).
- Труба вставляется в фитинг до ранее поставленной отметки и фиксируется на указанное выше время.
Лучше всего работать с паяльником, расположенным на прочной неподвижной основе. Перед началом монтажа лучше поэкспериментировать с пайкой на ненужных отрезках труб. Затем основные узлы полипропиленового трубопровода собираются. После этого можно приступать к созданию целостной системы, но в этом случае придется объединять сегменты в большие конструкции посредством тройников.
Работы придется проводить на весу, чтобы в таком положении можно было надеть на насадку уже проложенный кусок трубы и фитинг к нему. Выждав нужное время, паяльник снимается, а два элемента стыкуются. Лучше всего проводить монтаж с помощником, т.к. это значительно облегчит задачу.

Когда выполняется спайка полипропиленовых труб своими руками, нужно выполнять монтаж в правильной последовательности. Работы следует начинать от источника тепловой энергии (печь, котел) и постепенно продвигаться по контуру, соединяя сегменты между собой при помощи тройников, от которых будут созданы отводы к отопительным радиаторам.
Муфты для этих целей лучше не использовать или делать это, когда по-другому нельзя. Стоит позаботиться об отсутствии стыков двух труб в местах труднодоступных, поскольку для такой пайки придется использовать сразу два агрегата.
По завершению работ ничего не остается, кроме как проверить пайку полипропиленовых труб путем подачи напора с постоянным увеличением его мощности.
Стыковка металлопластиковых и полипропиленовых труб
Нередко в многоквартирных домах возникает проблема с подключением отопительной системы к центральному стояку. Причиной тому становятся разные типы используемых труб. Чтобы выполнить стыковку ППР трубы и стального или металлопластикового аналога, нужно использовать резьбовые фитинги.

Лучше всего на стальную или металлопластиковую трубу прикрутить разъемный фитинг с наружной резьбой, а к ППР сегменту приделать обычный фитинг (тоже с наружной резьбой). После этого два изделия могут быть скручены между собой, но обязательно стык должен быть подмотан при помощи льна или фум-ленты.
Если речь идет о врезке в металлопластиковую трубу, то нужно использовать резьбовой тройник, к которому впоследствии можно будет присоединить обычный фитинг, а уже к нему припаять сегмент ППР трубы. Сложность монтирования такого тройника заключается в том, что отопительная система должна быть отключена, металлопластик нужно будет прорезать и только потом вставить туда изделие.
Итог
В статье подробно описана процедура пайки полипропиленовых труб и из всего вышесказанного, можно сделать вывод, что работа не такая уж и сложная. Необходимо лишь проявить терпение, внимательность и постоянно соблюдать концентрацию при проведении монтажа на каждом участке системы. Собственноручное проведение монтажа может производиться дольше по времени, но стоимость работ при этом будет нулевой.
Если же нет уверенности в своих силах, то всегда можно обратиться к специалистам, которые возьмут на себя ответственность за все этапы – от закупки необходимых материалов до их монтажа и введения системы в эксплуатацию.