Заземление сварочного аппарата правила
Правила заземления сварочного оборудования
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Основные требования
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.

В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы. При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза».
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.

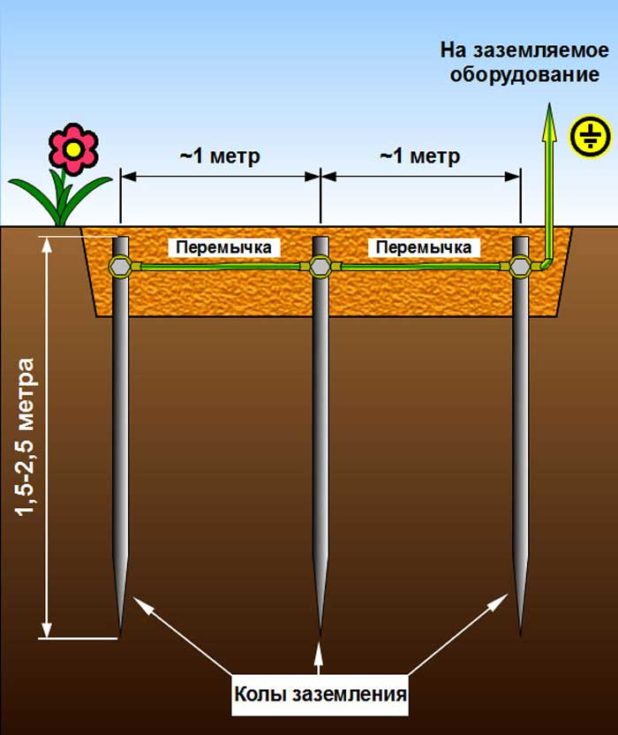
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва.
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом. Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы.
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.

Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:
- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.

Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом. Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Заземлитель соединяется с проводником в основном с помощью сварки, в отдельных случаях крепится специальными хомутами. И в том, и в другом случае необходимо позаботиться о защите материалов от вредного воздействия окружающей среды. С этой целью место соединения нужно обработать, чтобы предотвратить коррозию — подходит, в частности, эпоксидная смола.
Контроль за состоянием сварочного аппарата
При проведении работ оборудование должно полностью соответствовать нормам безопасности. В период осмотров необходимо обращать внимание на следующие моменты:
- исправность систем защиты и существования замыкания между элементами обмотки трансформатора;
- состояние заземляющего контура, отсутствие оголенных деталей, по которым идет ток, или замыкание на корпус.

Важно! Сварочный аппарат нуждается в регулярных проверках.
Рекомендуемая схема заземления
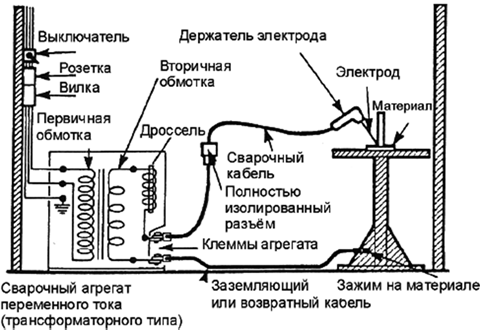
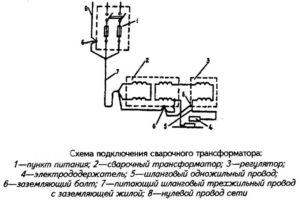
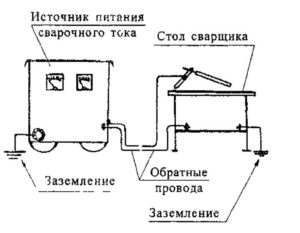
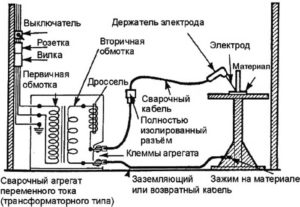
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.

Правила работы со сварочным инвертором
Игнорирование мер безопасности при сварке с помощью источника питания сварочной дуги представляет угрозу для жизни человека. Несчастный случай может произойти в момент замыкания фазы на корпус.
Определенную опасность таит в себе использование относительно дешевых инверторов: в такой аппаратуре часто повреждается силовой трансформатор, что становится причиной попадания напряжения на клемму массы и держатель электрода. В результате возникает угроза поражения сварщика током. Не всегда можно сделать заземление, поэтому в процессе использования инвертора рекомендуется использовать устройство защитного отключения.
Соблюдение всех перечисленных норм сделает сварочный процесс максимально безопасным. Пренебрежение правилами приведет к тяжким последствиям. Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Заземление оборудования для сварки
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током.
Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Особенность работ по заземлению
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.

Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
Помимо этого, при включении оборудования для сварки в питающую сеть 220/380 Вольт с глухозаземленной «нейтралью», такая защита должна быть организована и во входных цепях трансформатора. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО.
Контроль состояния заземления
 Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом.
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом.
Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.
И, наконец, с целью контроля исправности системы заземлителей в соответствии с требованиями нормативов должны проводиться регулярные проверки их текущего состояния.
В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
Заземляющая клемма
 Для надёжного механического соединения заземляющего устройства с обрабатываемой металлической заготовкой применяется специальная клемма заземления, выполняемая в виде прищепки типа «крокодил».
Для надёжного механического соединения заземляющего устройства с обрабатываемой металлической заготовкой применяется специальная клемма заземления, выполняемая в виде прищепки типа «крокодил».
К этим приспособлениям, как и к элементам заземления другого типа, предъявляются особые требования, основные из которых такие:
- заземляющая клемма должна отличаться высокими прочностными показателями и быть способной выдерживать не только повышенные механические нагрузки, но и значительные перепады температур;
- она должна обеспечивать жёсткую фиксацию кабеля на свариваемых заготовках с высокой степенью надёжности;
- использование специальных соединителей такого класса предполагает их совместимость с любыми сварочными аппаратами (включая подключение инвертора с токами до 300 Ампер).
В качестве образца этих контактных приспособлений могут рассматриваться сварочные клеммы заземления типа «КЗ-300», предназначенные для подключения оборудования с рабочими токами до 300 Ампер.
Эти изделия позволяют получить надёжное соединение со свариваемой деталью или устройством заземления, обладающее минимальным сопротивлением токам растекания.
Среди моделей, с которыми может использоваться такая клемма, производителями указываются сварочные агрегаты марки “СВАРИС”.
Благодаря всем перечисленным достоинствам таких изделий, получаемые с их помощью рабочие зажимы обеспечивают гарантированную безопасность и защищённость сварщика при работе с электрооборудованием.
Обустройство заземлителя
При выборе металлических заготовок для заземляющего контура должны учитываться размеры его отдельных элементов, которые выбираются в зависимости от состояния грунта и климатических условий в данной местности.

С основными параметрами заземляющего устройства и их зависимостью от окружающих условий можно ознакомиться в соответствующих разделах ПУЭ.
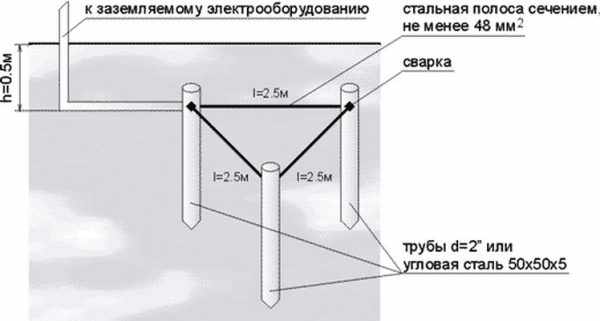
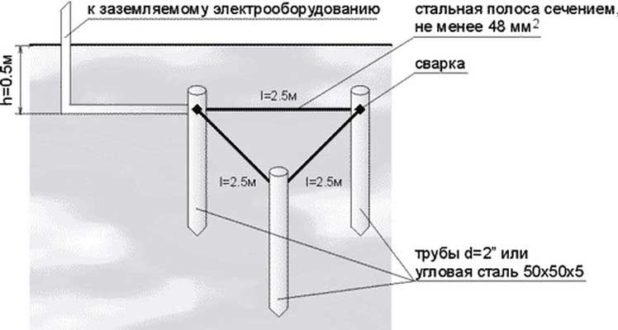
Типовой заземляющий контур для сварочного и любого другого оборудования представляет собой правильную треугольную конструкцию, по углам которой размещаются вбитые в землю на глубину не менее 2-х метров металлические колья. Между собой они соединяются (обвязываются) посредством отрезков стальных шин.
Контур заземления размещается неподалёку от места проведения сварочных работ и должен иметь специальный отвод для подключения к нему заземляющей клеммы, идущей со стороны сварочного аппарата.
Подобно всякому другому заземляющему устройству эта конструкция должна иметь сопротивление утечки, удовлетворяющее требованиям нормативов и не превышающим заданного для данных условий уровня.
Для снятия показателя сопротивления используются специальные электрические приборы, называемые омметрами. С их помощью удаётся измерить переходное сопротивление контактов с высокой точностью (до долей Ома).
Основное назначение заземления сварочного оборудования состоит в обеспечении безопасных условий работы. Оно защищает сварщика от пробоя электрического тока на корпус. Особенно важно о нем помнить при работе в условиях повышенной влажности.
Правила заземления сварочного оборудования
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Основные требования
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.
В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы. При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза».
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным,
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва.
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом. Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы.
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка,
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии,
- струбцина.

Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:
- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.

Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом. Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Заземлитель соединяется с проводником в основном с помощью сварки, в отдельных случаях крепится специальными хомутами. И в том, и в другом случае необходимо позаботиться о защите материалов от вредного воздействия окружающей среды. С этой целью место соединения нужно обработать, чтобы предотвратить коррозию — подходит, в частности, эпоксидная смола.
Контроль за состоянием сварочного аппарата
При проведении работ оборудование должно полностью соответствовать нормам безопасности. В период осмотров необходимо обращать внимание на следующие моменты:
- исправность систем защиты и существования замыкания между элементами обмотки трансформатора,
- состояние заземляющего контура, отсутствие оголенных деталей, по которым идет ток, или замыкание на корпус.

Важно! Сварочный аппарат нуждается в регулярных проверках.
Рекомендуемая схема заземления
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.
Правила работы со сварочным инвертором
Игнорирование мер безопасности при сварке с помощью источника питания сварочной дуги представляет угрозу для жизни человека. Несчастный случай может произойти в момент замыкания фазы на корпус.
Определенную опасность таит в себе использование относительно дешевых инверторов: в такой аппаратуре часто повреждается силовой трансформатор, что становится причиной попадания напряжения на клемму массы и держатель электрода. В результате возникает угроза поражения сварщика током. Не всегда можно сделать заземление, поэтому в процессе использования инвертора рекомендуется использовать устройство защитного отключения.
Соблюдение всех перечисленных норм сделает сварочный процесс максимально безопасным. Пренебрежение правилами приведет к тяжким последствиям. Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Соединение элементов заземляющих устройств в земле

При обустройстве заземления приходится соединять между собой провода, а также проводники и штыри, устанавливаемые под землей. Такие соединения должны быть устойчивыми к действию коррозии, а также не требовать обслуживания в течение длительного периода времени. В настоящее время используются три основных способа соединения проводов заземлений — опресовка, сварка и винтовой зажим. В этой статье будет дано краткое описание каждого из методов и проведено сравнение их преимуществ и недостатков.
Нормативная база
Соединение проводов заземления регулируется ГОСТ Р 50571.5.54-2013 (МЭК 60364-5-54:2011) «Электроустановки низковольтные». Часть 5-54, пункт 542.2.8: «Если заземлитель состоит из частей, которые должны быть соединены вместе, соединение должно быть выполнено экзотермической сваркой, опрессовкой, зажимами или другим разрешённым механическим соединителем».
Другим документом, регламентирующим соединение проводов заземления, является ПУЭ. П. 1.7.139, 7-е издание ПУЭ, в частности, гласит: «Соединения и присоединения заземляющих, защитных проводников и проводников системы уравнивания и выравнивания потенциалов должны быть надёжными и обеспечивать непрерывность электрической цепи… Соединения должны быть защищены от коррозии и механических повреждений. Для болтовых соединений должны быть предусмотрены меры против ослабления контакта».
Кроме этого, параметры соединения проводов заземления винтовыми зажимами регулируются ГОСТ 10434 «Соединения контактные электрические. Общие технические требования». Если нет агрессивной среды (земля к ней, как правило, не относится), то соединения должны относиться ко 2 классу. К нему относятся контактные соединения цепей, сечения проводников которых выбраны по стойкости к сквозным токам, потере и отклонению напряжения, механической прочности и защите от перегрузки. Допускает зажимное соединение и циркуляр 11/2006 ассоциации «Электромонтаж», если соединяемые элементы выполнены не из чёрных металлов.
Опрессовка
Соединение проводов посредством опрессовки — самый простой и технологичный способ. Провода вставляются с двух сторон в гильзу и опрессовываются специальным устройством, именуемым кримпером. Однако, такой способ непригоден для соединения провода со штырём заземления. К тому же, если соединение опрессовкой находится под землей, то гильза и провода покрываются слоем окиси, что повышает сопротивление контакта. Применяется герметизация такого соединения, но в итоге такая герметизация представляет собой сложное и ненадёжное решение. По сути, не могут полностью быть соблюдены нормы ПУЭ. Вот почему опрессовка не может быть применяться для соединения, находящегося под землей.
Сварка

В настоящее время ГОСТ не упоминает в числе методов, допустимых для соединения проводов заземления дуговую сварку
Известны два основных вида сварки — электродуговая и экзотермическая. При электродуговой сварке температура достигает +7000°C, из-за чего происходит разрушение защитного антикоррозионного слоя. Кроме этого, сильный нагрев ослабляет не только покрытия, но и металлы, из которых сделаны сердцевины проводников. Возникает так называемая межкристаллитная коррозия, которая потенциально способна привести к разрушению соединения. Вот почему ГОСТ Р 50571.5.54-2013 не указывает в числе допустимых для соединения проводников заземления методов дуговую сварку.

Набор для экзотермической сварки проводников
Вместо дуговой сейчас для соединения проводов заземления применяют так называемую экзотермическую (иногда её ещё называют термитной) сварку. При экзотермической сварке для нагрева металла используется так называемый термит — порошкообразная смесь алюминия или магния с железной окалиной (либо окисью меди). Применительно к контуру заземления обычно используется термит на основе алюминия и оксида меди. Место соединения заформовывают огнеупорным материалом, туда засыпают порошкообразный термитный состав, который затем поджигают. В результате сгорания термита образуется жидкая медь, которая имеет хорошую адгезию со свариваемым материалам. Температура расплава превышает 3000°C. Экзотермическая сварка соответствует нормам как ГОСТ Р 50571.5.54-2013, так и ПУЭ.
Посмотреть, как осуществляется экзотермическая сварка, можно на видео:
Выпускаются готовые комплекты для экзотермической сварки, для использования которых не требуется специальной подготовки. Тем не менее, при прочих равных условиях, применение экзотермической сварки всё же сложнее, чем соединение проводов винтовыми зажимами. Естественно, к винтовым зажимам, пригодным для соединения проводов заземления, предъявляются особые требования.
Винтовые зажимы
Для того, чтобы реализовать преимущества готовых наборов для заземления ZANDZ, а, именно, предельную простоту сборки и установки, есть смысл использовать винтовые зажимы. Если при сборке допущена ошибка, можно разобрать и потом правильно собрать. Но даже если ваши квалификация и опыт позволяют сразу сделать всё правильно, всё равно с винтовыми зажимами работать проще, чем применять сварку.
Но у винтовых зажимов есть два недостатка, которые, впрочем, преодолимы. Во-первых, при соединении ими омеднённого штыря заземления и провода из обычной стали, либо оцинкованной стали, возникает электрохимическая реакция, приводящая к коррозии. Во-вторых, со временем может происходить ослабление затяжки винтов, на что особое внимание обращено в ПУЭ.
Основные правила и схемы заземления сварочного аппарата
Даже не находящиеся постоянно под напряжением эл/установки подлежат обязательному заземлению – таково требование ПУЭ, направленное на обеспечение максимальной безопасности обслуживающего персонала. К устройствам данной категории относятся и сварочные аппараты. Учитывая их специфику, существуют определенные схемы и правила заземления.
Смысл заземления в том, что искусственно организуется электрическая цепь, параллельная той, которая складывается (установка – человек – опора) при появлении напряжения там, где его по определению быть не должно. Это может вызываться наведенными токами (от смежного источника с более высоким потенциалом), при пробое изоляции, механических повреждениях. По закону физики, ток пойдет по цепи с минимальным сопротивлением. Поэтому корпус сварочного аппарата обязательно «коротится» на землю с помощью металлического гибкого провода.
То есть получается своеобразная «ветвь» с R не более 4 Ом. Как результат, эл/ток не пойдет по основной «нитке» (через человека), что и гарантирует его безопасность при случайном контакте с аппаратом, на корпусе которого появилось напряжение.
Основные правила заземления
- Их последовательно присоединение запрещено. У каждой установки должна быть своя линия заземления.
- Подключаются все без исключения токоведущие части + вторичный вывод.
- Для фиксации заземляющего провода должен быть предусмотрен контакт с резьбой (шпилька, болт). Это место помечается специальным знаком (символом).
Чтобы добиться выполнения требования по сопротивлению «линии», необходимо установить контур с определенной площадью и высокой проводимостью. Все его элементы перед монтажом тщательно зачищаются от лакокрасочных составов, масел и тому подобное.

Что используется (в качестве примера):
- трубы обсадные;
- элементы фундамента;
- участки металлопроводов (но только не связанные с перемещением горючих веществ – жидкостей, газов);
- экранирующие оплетки кабелей;
- опоры ЛЭП.
При выборе металлопродукции для организации контура необходимо учитывать минимально допустимые размеры его элементов (в мм): пруток – 10 (сечение), уголок или полосовая сталь – 4 (толщина). Длина – от 1,5 м и выше. Возвышение «обвязки» контура над грунтом – более полуметра.
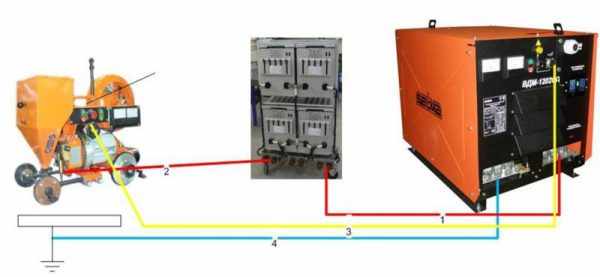
При таком способе заземления схема несколько меняется – сварочный аппарат присоединяется к контуру по двум линиям. Если фиксацию проводов на резьбу произвести невозможно, используются следующие методики.
- Первая – сваркой. Шов по ширине должен превышать сечение провода: круглого – в 6 раз, прямоугольного – в 2.
- Вторая – хомутами.
Такие соединения сверху обрабатываются антикоррозийными веществами. На практике чаще всего это делается битумом.
Рекомендуемые схемы заземления (варианты)
Специфика использования переносных сварочных аппаратов в том, что организовать для них заземление не всегда возможно. В этом случае приборы, подключаемые к источнику более
42 В или = 110, должны присоединяться к схеме через УЗО.