Ошибки при монтаже полипропиленовых труб
Разбор самых популярных ошибок при сварке полипропиленовых труб

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
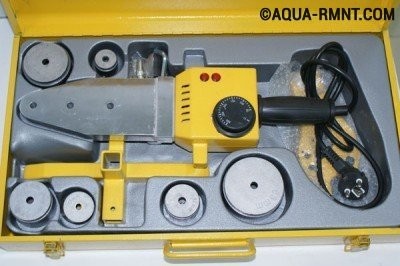
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
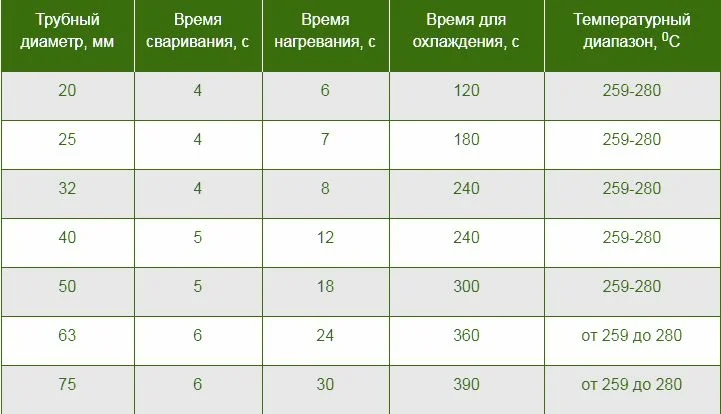
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
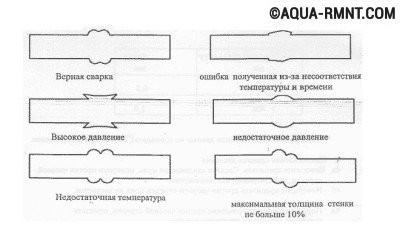
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Читайте также нашу следующую статью, в которой представлена инструкция по монтажу системы отопления с использованием полипропиленовых труб: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.
Типичные ошибки монтажа полипропиленовых труб
При замене коммуникаций в частном доме или квартире в последнее время все большую популярность приобретает монтаж полипропиленовых труб. Полипропиленовые трубы отличаются своей прочностью, легкостью и относительно невысокой стоимостью. Их применяют для прокладки водоснабжения или установки отопительной системы. Если бюджет предполагаемого ремонта ограничен, цена расходных материалов имеет большое значение. Поэтому, сэкономив на установке труб можно существенно снизить стоимость ремонта в целом.
Однако при установке пластиковых труб следует строго соблюдать правила сварки и соблюдать технологию монтажа. К сожалению, не все с ними знакомы. Рынок переполнен низкоквалифицированными специалистами, которые не знакомы с нюансами установки и совершают огромное количество ошибок. Давайте рассмотрим внимательнее, к каким последствиям может привести некачественный монтаж полипропиленовых труб.
Основные ошибки при монтаже
Раньше при прокладке систем водоснабжения использовались металлические трубы. Если возникала необходимость их ремонта, его осуществляли квалифицированные сварщики и слесари, гарантирующие качественное выполнение работы и обладающие достаточным количеством навыком и опыта.
Современные мастера зачастую не имеют специального образования и знаний, позволяющих провести замену труб качественно. Они стараются сэкономить время и быстрее закончить работу, не заботясь о качестве установки.
Давайте поподробнее на этом остановимся и рассмотрим семь основных ошибок, которые часто допускают дилетанты при монтаже системы отопления и водопровода из полипропиленовых труб, а также посмотрим, как можно осуществить монтаж без помощи специалистов, своими руками.
Пренебрежение подготовкой материала перед проведением сварки
Основными местами установки системы трубопровода и сварки ее составляющих являются строящиеся дома и квартиры или помещения, в которых решили произвести капитальный ремонт. На строительных объектах, как правило, присутствует огромное количество пыли, мусора, цементной крошки и т. п.
Рабочие привыкли к подобным условиям труда и перестают их замечать. Их основная цель — побыстрее закончить ремонт и получить оплату за свои услуги. Однако, это является их ключевой ошибкой. Они не стремятся должным образом подготовить соединения труб и соблюсти установленные правила их сварки — им просто жалко для этого времени.
Несоответствующие условия хранения комплектующих приводит к тому, что трубы постепенно покрываются большим слоем грязи. Для того чтобы соединение служило долго, трубы необходимо перед сваркой тщательно очистить от пыли. Если этим пренебречь, срок их эксплуатации заметно сократится, и они дадут течь.
Как необходимо произвести очистку:
- пройтись по поверхности влажной тканью и удалить видимые загрязнения;
- тщательно просушить трубу;
- удалить возможный жировой слой при помощи обезжиривающих растворов.
Проведение тщательной очистки очень важный этап правильного монтажа полипропиленовых труб, рекомендуемый всеми производителями. Если на стыке труб останутся частички грязи, то герметичность соединения будет нарушена. Из-за этого в будущем трубы начнут протекать.

Сам процесс сварки деталей лучше производить на свежем воздухе или обеспечить хорошую вентиляцию помещения, в котором проходят работы. Если трубы сваривают на улице, следует обеспечить защиту участка от осадков.
После окончания сварки необходимо внимательно проверить поверхность, нет ли на ней заусенцев. Если таковые имеются, необходимо аккуратно удалить их при помощи специальных инструментов — отрезать и произвести полировку поверхности. Наличие дефектов на свариваемой поверхности не допустимо.
Неверное время нагрева
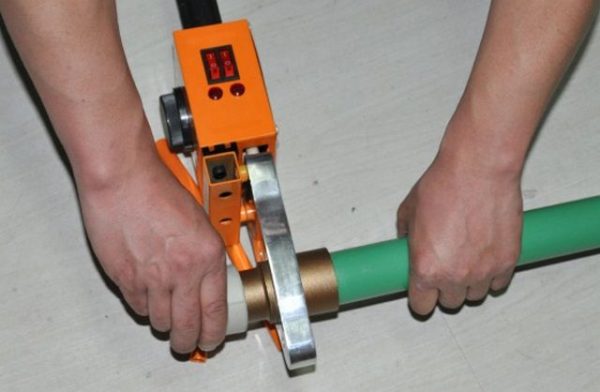
Для того чтобы соединить две полипропиленовые трубы, необходимо произвести сварку специальным сварочным аппаратом. Он нагревает внутреннюю и внешнюю часть раструба, надежно сваривая их выоской температурой.
Основной проблемой при сварке является не правильное время нахождения трубы в паяльнике. Этот момент очень важен, поскольку любое отклонение от рекомендаций производителя может привести к некачественному соединению двух поверхностей. К сожалению, мало кто уделяет точности времени и температуре нагрева должное внимание.
Рекомендуемые значения содержатся в инструкциях. Хороший специалист со всей ответственностью подходит к сварочному процессу, контролирует температуру нагрева и время нахождения трубы в сварочном аппарате.

Дилетанты сами рассчитывают время нагрева и не утруждают себя изучением необходимых инструкций. Это приводит к снижению прочности стыковки труб и приводит к поломке соединения. Зачастую они дают течь через несколько месяцев или дней после проведения монтажа.
При осуществлении монтажа полипропиленовых труб своими руками необходимо четко придерживаться рекомендаций производителей, указанных в соответствующих инструкциях. Следует четко соблюдать числовые значения времени нагрева и показатели температуры плавления. В противном случае вероятность протечки и расстыковки соединения очень высока.
Важным моментом является то, что после проведения сварочных работ необходимо тщательно очистить детали сварочного аппарата — гильзу и дорн. Обычно ненадежные мастера пренебрегают подобной чисткой.
Слишком быстрое соединение трубы и фитинга
Это стандартное нарушение процесса монтажа является следствием предыдущей ошибки. При соединении труб необходимо не только правильно очистить поверхность и соблюсти температурный и временной режим сварки, но и позволить трубам достаточное время остыть.
Существуют разные рекомендованные критерии, сколько по времени нужно удерживать трубы соединенными после нагрева. Обычно это процесс занимает от трех до семи секунд в зависимости от размера трубы, ее диаметра и производства.
Но не всегда этот критерий соблюдается. Неблагонадежные специалисты стараются побыстрее закончить работу и перейти к следующему этапу. Поэтому они не удерживают концы труб, а сразу отпускают их после нагрева. Это снижает прочность стыка, способствует появлению сдвигов и щелей в месте крепления. Впоследствии вода сможет протекать.

Изделие в обязательном порядке должно хорошо остыть. Это обеспечит прочность и надежность соединения.
Слишком высокая температура нагрева
Монтаж полипропиленовых труб подразумевает соединение нескольких труб в единую систему отопления или водопровода посредством сварки. Очень важен контроль температуры во время проведения сварки. Причем недостаточно высокая температура соединения также вредна, как и чрезмерный нагрев. Следует избегать сильного перегревания, иначе это существенно снизит прочность пайки.

Не следует:
- Производить сварку на максимальной температуре нагрева.
- Слишком долго передерживать трубу в аппарате, поскольку пластик расплавится. Из-за этого может возникнуть протечка сразу после сварки или через несколько месяцев.
Если сильно перегреть трубу, происходит ее сжатие и она становится более узкой. При пайке рекомендуется выставлять температуру от 250 до 260 градусов.
Что касается длительности пайки, рекомендуют придерживаться следующих цифр:
- диаметр 20 мм — длительность нагрева 4 сек.;
- 25 мм — 6 сек.;
- 32 мм — 8 сек.;
- 40 мм — 12 сек.
Следует понимать, что последствия перегрева исправить невозможно и деталь придется выбросить. Поэтому, если нет опыта сварки труб, лучше не до конца прогреть деталь — в этом случае ее можно сварить повторно и доделать работу.
Безответственные мастера стремятся побыстрее доделать работу, поэтому выставляют самую высокую температуру, чтобы сварка производилась быстрее. Но это приводит к плохим последствиям, поскольку пластик перегревается и теряет свои свойства.
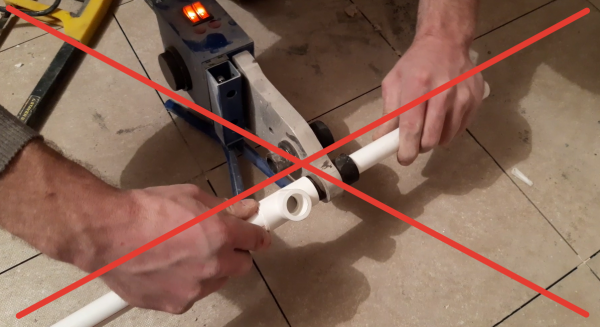
Прокрутка трубы при сварке
В процессе сварки многие специалисты прокручивают трубу на аппарате, для того чтобы скорректировать ее положение и закрепить надежнее. Делать подобные манипуляции крайне не рекомендуется. При прокрутке в радиусе от 50 до 90 градусов можно повредить поверхность соединения.
Лучше заранее подготовить трубы, выровнять их положение, чтобы не пришлось вращать во время пайки. Это ослабит прочность соединения и деформирует пластик.
Соединение разнородных труб
В процессе монтажа полипропиленовых труб часто возникают ситуации, когда детали закупаются в недостаточном количестве и одних из них может не хватать. Тогда работникам приходится докупать недостающие элементы другого производства или берет те, что есть в наличии.

В процессе подобного соединения цвет трубы и фитинга может отличаться. Например, к белой трубе докупается серый фитинг. В этом нет ничего критичного и вряд ли станет причиной каких-либо неприятностей. Однако, подобное соединение все же имеет ряд недостатков:
- Некрасивый внешний вид. Разные по цвету трубы смотрятся не эстетично.
- Химический качественный состав материалов, из которых сделаны трубы, может отличаться у разных изготовителей. Это может привести к тому, что они плохо сочетаются между собой и обеспечивают слабое скрепление. В процессе пайки они могут вступить в химическую реакцию.
- Гарантия от производителя аннулируется, поскольку изготовители могут гарантировать качественное крепление идентичных труб собственного производства и не могут отвечать за качество изделий сторонних компаний. В случае поломки производитель в праве отказаться производить замену.
Температура внешней среды
Для того чтобы монтаж полипропиленовых труб был выполнен качественно, нужно соблюдать определенную температуру воздуха в помещении, в котором производится сварка:
- Запрещено производить сварку при температуре ниже +5 градусов;
- Не рекомендуется производить деформацию труб, если воздух прогрет ниже +15 градусов;
- Следует соблюдать рекомендуемую температуру для транспортировки изделий.
- В зимнее время следует заблаговременно прогреть воздух в помещении с помощью обогревателя;
- Не следует производить пайку, если температура не превышает +10 градусов.
Все рекомендуемые показатели температуры содержатся в инструкциях производителей.
Основные ошибки при сварке полипропиленовых труб и как их не допустить
На самом деле, на сайте уже есть подробная пошаговая инструкция по пайке полипропиленовых труб своими руками, где описана технология и основные моменты процесса. В этой статье мы поговорим о другом – о главных ошибках, которые совершают неопытные мастера.
Покупка паяльника для сварки полипропиленовых труб – еще не самое главное, так как нужно уметь правильно пользоваться данным инструментом. В Интернете, конечно, есть множество видеороликов, в которых рассказывают, как правильно паять полипропиленовые трубы, но обычно в этих видеоуроках упускается очень важный момент – основные ошибки при сварке, а ведь именно с этого должен начинаться путь монтажника.
 Основные ошибки при сварке полипропиленовых труб и как их не допустить
Основные ошибки при сварке полипропиленовых труб и как их не допустить
Важно! Так что это за ошибки? О чем следует узнать до того, как брать в руки паяльник? Какая правильная температура пайки труб? Об этом и многом другом мы поговорим в нашем обзоре.
Распространенные ошибки при сварке ПП труб
Самые часто встречающиеся ошибки связаны со следующими моментами.
 Устройство паяльника для пластиковых труб
Устройство паяльника для пластиковых труб
Неправильная температура
Часто на паяльнике выставляется максимальная температура, вследствие чего пластик сильно плавится и, как результат, совершается самая грубая ошибка – уменьшается входной диаметр изделия либо фитинга. Есть целый ряд факторов, влияющих на температуру паяльника. Это может быть, к примеру, температура окружающей среды. Если на улице +18-20°С, то максимальную мощность выставлять не нужно – вполне хватит 250-270°С.
 Сварка пластиковых труб
Сварка пластиковых труб
Другой важный момент – это диаметр труб. Чем меньше диаметр, тем ниже должна быть температура прибора. Это, конечно, можно контролировать временем нагрева, но порой, если уменьшить температуру паяльника, можно избежать плавления (и последующей деформации) концов труб.
Цены на паяльник для пластиковых труб
Время пайки
Не придерживаясь определенного времени во время сварки, можно расплавить концы труб настолько, что деформация будет неизбежной.
 Как паять полипропиленовые трубы
Как паять полипропиленовые трубы
Для стандартных ситуаций существуют определенные сроки (при температуре 250-270°С), ознакомимся с ними.
Таблица. Рекомендуемое время нагрева при пайке ПП труб.
| Диаметр трубы, мм | Требуемое время нагрева, сек |
|---|---|
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 24 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50-60 |
 Разбираемся с ошибками при пайке ПП труб
Разбираемся с ошибками при пайке ПП труб
Но помните, что на это время оказывает влияние не только диаметр, но и температура, которую вы выставили на паяльнике. И, конечно, температура в доме или на улице.
Некачественно очищенные трубы
Если они будут мокрыми или грязными, то протечка неизбежна в любом случае. А потому перед пайкой трубы следует очистить от грязи, пыли, и просушить. Если вы, к примеру, меняете водопроводный стоят и из трубы течет вода, но следует хотя бы на время прекратить водоснабжение. Как вариант – можно запихнуть внутрь салфетку либо кусок туалетной бумаги. Когда вы закончите паять, салфетка размоется вновь пошедшей водой и окажется в фильтре грубой очистки, не причинив вреда трубопроводу.
 Туалетная бумага может быть полезной при пайке ПП труб
Туалетная бумага может быть полезной при пайке ПП труб
Цены на полипропиленовые трубы для водопровода
Паяем полипропиленовые трубы правильно
Разобравшись с основными ошибками, приведем небольшую инструкцию по сварке пластиковых труб.
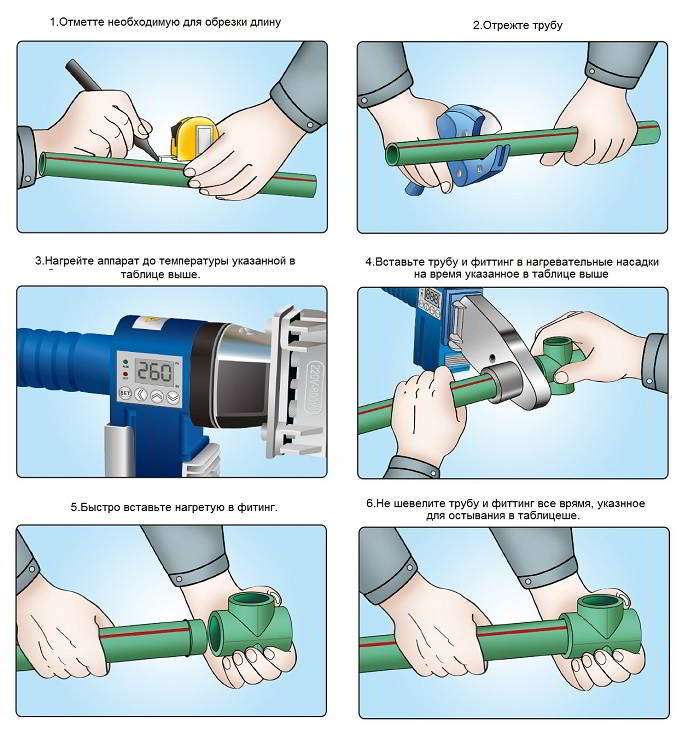
Шаг 1. Вначале подготавливается все, что потребуется для работы:
- сам паяльник;
- пила по металлу (лучше труборез, если есть возможность);
- трубы с фитингами;
- маркер.
Шаг 2. Паяльник собирается, на него ставятся нужные насадки, затем прибор подключается к сети и прогревается. Когда он хорошо прогреется, его желательно выключить (хотя бы один раз). На трубе делается пометка – обозначается глубина ее вхождения в фитинг. Затем можно приступать непосредственно к пайке.
 Разметка трубы перед пайкой
Разметка трубы перед пайкой
Шаг 3. Труба размечается, указывается, куда и как будет направлен фитинг (либо тройник, отвод, проч.), для чего лучше воспользоваться черным строительным маркером. Также отмечается глубина вхождения в фитинг. В будущем это поможет избежать разного рода ошибок, касающихся разметки.
Шаг 4. Труба загоняется с одной стороны хорошо разогретого паяльника, а фитинг – с другой. Начинается отсчет времени (следуйте таблице), по прошествии которого стыкуемые элементы быстро извлекаются и соединяются вместе.
 Элементы нужно нагревать в течение определенного времени
Элементы нужно нагревать в течение определенного времени
Шаг 5. Фитинг во время соединения сразу выравнивается, чтобы ровно сидел на трубе. Саму трубу не стоит сильно вдавливать – достаточно насадить на глубину, отмеченную ранее. Если вдавить слишком сильно, внутренний диаметр трубы может уменьшиться, а это уже очень грубая ошибка!
Кроме того, фитинг во время соединения нельзя прокручивать. Если говорить простым языком, нужно: нагреть, соединить, выровнять и удерживать примерно полминуты.
 Этапы пайки полипропиленовых труб
Этапы пайки полипропиленовых труб
За 30 (а лучше 40) секунд пластик должен застыть. На этом все, желаем удачи во всех начинаниях! Обязательно делитесь мнением в комментариях. Спасибо!
Видео – Пайка пластиковых труб
4 ошибки которые допускают при монтаже полипропиленовых труб
Всем привет! Если вы решили сделать разводку водопровода или отопления самостоятельно, или вызвали не очень опытного сантехника, то советую прочитать статью и взять эти советы на заметку. Потому что данные ошибки совершаются достаточно часто, а последствия потом не очень приятные и слишком затратные.
Ошибка №1
Итак, начну с самой распространенной проблемы, из-за которой меня часто вызывают — это слабый напор в водопроводе или его полное отсутствие. Если разводка старая и напор стал пропадать постепенно, то на это влияет много факторов, о которых поговорим не в этой статье. А вот если разводку только что сделали и проблема возникла сразу, тут я уже обращаю внимание именно на монтаж и спрашиваю кто его делал.
А проблема заключается в следующем — при сварке труб, соединения просто передерживают и край полипропиленовой трубы после соединение с фитингом заправляется либо частично (отсюда и слабый напор), либо полностью. Хорошо если разводка открытая и проблемный участок можно переделать, а вот если трубы замурованы в стене, да ещё и сделана чистовая отделка, то человек попадает на деньги и лишние растраты. На фото ниже можно посмотреть пример.

Что бы этого избежать, не перегревайте трубу и фитинг, так-же, не стоит сильно вдавливать трубу в насадку при разогреве, усилие необходимо только на начальном этапе. Обязательно необходимо просматривать детали прежде чем произвести соединение, так как к трубе может прилипнуть расплавленный полипропилен, который часто остаётся в насадке сварочного аппарата. Ниже приведу таблицу, которая наглядно показывает все необходимые параметры, для разных диаметров труб, следуя этим указаниям вы не допустите вышеупомянутой ошибки.
Ошибка №2
Следующая ошибка приводит к течи уже готового соединения, и возникает она, когда в трубах присутствуют остатки воды. Представьте ситуацию: вам нужно переделать участок водопровода или отопления, добавить точку или продолжить линию. Вы перекрываете воду, сливаете остатки воды и начинаете паять, после прогрева трубы и фитинга, резко извлекаете насадку сварочного аппарата из трубы или муфты. Вследствие чего, в системе создаётся небольшое обратное давление и вода начинает капать. В этот момент вы свариваете детали, вода попадает на разогретую часть и резко остужает её, следовательно, процесс сварки может пройти не полностью, и соединение потечёт.

Что бы этого избежать, внимательно проверьте, вся ли вода сошла из системы, откройте смесители или краны маевского на отоплении, слейте унитаз и протрите насухо бумажной салфеткой соединение, проще говоря, необходимо сделать разряжение в системе. Если есть возможность, прогните трубу вниз или поднимите вверх при сварке.
Ошибка №3
Третья ошибка — это создание не разъёмных соединений. Многие почему-то допускают её очень часто, хотя ситуация очевидна и логически понятная. Простой пример: необходимо сделать подпитку системы отопления, которая изготовлена из металлических труб или подсоединиться к металлическому стояку водопровода. Мастер берет резьбовую полипропиленовую муфту, первым делом пакует её на резьбу, а потом начинает делать разводку.

Но он забывает, что если соединение потечет и нужно будет его перепаковать, сделать это не получиться, так как разводка уже готова и крутить муфту некуда, остаётся только произвести частичный демонтаж участка. Хорошо если есть доступ и запас трубы, а если нет, то проблема становится очень серьёзной, требующая большого вложения сил и денежных средств. А ведь выход достаточно простой — в таких участках обязательно нужно применять разъёмные соединения, американки или муфты-накиданные гайки. Не разъёмные полипропиленовые, резьбовые муфты, обычно применяют для подвода точки к потребителю или на участках, где не разрешены разъёмные соединения, например для установки водяного счётчика.
Ошибка №4
Ещё одна ошибка, на которую часто не обращают внимание — это не полный прогрев соединения. На фото ниже, можно увидеть всю суть проблемы.

При сварки соединения, труба не полностью помещается в насадку сварочного аппарата и расплавляется недостаточная часть трубы. Вследствие чего, соединение получается не полноценным и данный участок может потечь или обломиться. Происходит это по разным причинам, эту ошибку можно не заметить или проигнорировать, в надежде что все обойдется, но всё же лучше быть по внимательней, дабы избежать неприятных последствий.
На самом деле это лишь малая часть возможных ошибок, но на мой взгляд, представленные в статье, самые основные. Поэтому, будьте по внимательней! 
Распространённые ошибки при сварке полипропиленовых труб
Полипропиленовые трубы широко применяются в процессе обустройства водоснабжения и отопления домов и квартир. Без сварки ППР труб при этом не обойтись. Сайт RMNT собрал наиболее распространённые ошибки, которые допускаются неопытными сварщиками при соединении полипропиленовых труб.
- Ошибка первая — не очистить трубы перед сваркой
- Видео по теме:

В статье о том, как провести водопровод внутри частного дома своими руками портал Rmnt.ru писал, какой набор инструментов потребуется для этого. Один из важнейших помощников — паяльник для ППР труб, он же сварочный аппарат. Кажется, что соединить полипропиленовые трубы проще, чем металлические. На самом деле, есть свои нюансы, специальная технология. Если её нарушить, водопровод или система отопления долго не прослужат.
Ошибка первая — не очистить трубы перед сваркой
Процесс обустройства систем водоснабжения и отопления чаще всего происходит в помещении, где активно идёт ремонт. Вокруг строительный мусор, цемент, штукатурка, краска… Всё это оказывается на трубах. Перед тем, как приступить к сварке, необходимо:
- Тщательно протереть трубы слегка влажной тряпкой;
- Просушить;
- Обезжирить.
Только потом можно пользоваться паяльником. В противном случае оставшиеся пыль и мусор могут привести к тому, что стык получится некачественным, существенно увеличивается вероятность протечки в будущем.

Ошибка вторая — не выдержать нужное время нагрева
У каждого сварочного аппарата для ППР труб есть инструкция. И производитель указывает, как долго нужно нагревать трубы для качественного соединения. Но инструкции часто вообще не читают, а время засекают на глазок. Между тем в процессе сварки важна каждая секунда. Нужно строго соблюдать инструкции, используя паяльник для полипропиленовых труб! Недогрев приводит к расстыковке соединений, то есть к протечкам.

Ошибка третья — перегрев труб
Противоположная ситуация — сварщик передержал трубы в паяльнике, думал, что так будет надёжней. В итоге получается только хуже! Если недогрев можно исправить, вновь соединив трубы, то перегретые части остаётся только выбросить, они оказываются безнадёжно испорченными.
- Ставить сварочный аппарат на его максимальную температуру;
- Слишком долго держать трубу в аппарате.
Утюг паяльника в таком случае просто расплавит материал, труба сузится и окажется непригодна для использования.
Важно! Рекомендуемая температура для сварки ППР труб — +250–260°C. Трубы диаметром 20 миллиметров нужно держать в аппарате 4 секунды, 25-миллиметровые — 6 секунд, 32-миллиметровые — 8 секунд, 40-миллиметровые — 12 секунд.

Ошибка четвёртая — сразу отпустить место стыка труб
Так делать нельзя! Нужно подождать, пока нагретые трубы остынут и место соединения надёжно скрепится. Хотя бы несколько секунд нужно крепко держать соединение руками, не отпуская сразу.

Ошибка пятая — крутить трубу во время пайки
Производители сварочных аппаратов для ПРР труб настоятельно не рекомендуют делать это. Немного откорректировать трубу можно, но не крутить во все стороны! Утюг паяльника может повредить структуру трубы, пластик деформируется. Ещё перед пайкой нужно отрегулировать детали и в процессе уже не поворачивать.

Ошибка шестая — разнородные трубы
Бывает, что не хватило деталей и владелец дома докупает первые попавшиеся фитинги и трубы. Часто от другого производителя, другого цвета. Это не такая уж страшная ошибка, если всё остальное сделать правильно. Однако, проблемы возможны из-за разного состава полипропилена, разницы в толщине стенок труб. Кроме того, стыки труб разного цвета выглядят не эстетично, а владелец лишается гарантии производителя.

Ошибка седьмая — пайка в холодном помещении
Для того, чтобы сварка полипропиленовых труб была качественной, в комнате должно быть минимум +5°C. Это указывают все производители сварочных аппаратов. Специалисты же считают оптимальной температуру не меньше +10°C. Подвергать ППР трубы деформации можно при температуре от +15°C. Поэтому помещение, где проводятся работы, нужно предварительно прогреть. И дать самим трубам возможность полежать в тепле, не начинать работать с деталями, только что занесёнными с мороза.