Технология производства винтовых свай
Пошаговое руководство, как сделать винтовые сваи самому
 При наличии сварочного аппарата и болгарки можно сделать винтовые сваи самостоятельно.
При наличии сварочного аппарата и болгарки можно сделать винтовые сваи самостоятельно.
Причем себестоимость конструктивных элементов выйдет в 3 раза дешевле, чем покупка заводских изделий.
Как и из чего сделать винтовые сваи самому?
Об особенностях технологии изготовления таких опор можно узнать из настоящей статьи.
Конструкция опор
Опора обозначенного типа представляет собой стальную трубу, одна часть которой оснащена спиралевидной лопастью и острым наконечником. Такая конструкция позволяет в процессе монтажа обходиться без применения спецтехники для погружения сваи в грунт.
Конструктивные элементы
Винтовая опора состоит из следующих элементов:
 Ствол – стальной профиль с круглым сечением.
Ствол – стальной профиль с круглым сечением.- Наконечник – нижняя часть тела сваи, которая благодаря заостренной форме легче преодолевает сопротивление грунта.
- Лопасть – спиралевидный фрагмент, конфигурация которого определяется на этапе проектирования.
 Ствол – стальной профиль с круглым сечением.
Ствол – стальной профиль с круглым сечением.Благодаря наличию винтового фрагмента металлический стержень вкручивается в землю. При этом почва дополнительно уплотняются, повышая несущую способность грунта. В дальнейшем спиралевидные лопасти будут препятствовать силам, выталкивающим опору наружу.
В чем отличия самодельных изделий от заводских?
Процесс изготовления винтовых свай регламентируется нормативными документами. В частности, в ГОСТе 8732 прописаны требования к качеству стали для таких опор.
Заводские изделия, соответствующие стандартам, различаются по размерам, конфигурации и эксплуатационным характеристикам.
Самодельные сваи могут не обладать необходимой прочностью и надежностью, поэтому в процессе монтажа лопасти могут деформироваться или отрываться.
Трубы из недостаточно прочной стали не обеспечивают требуемую несущую способность, а слабое гидроизоляционное покрытие неизбежно приведет к преждевременному разрушению металла коррозийными процессами.
Инструкция по самостоятельному изготовлению
Изготовление сваи требует навыков и опыта от мастера. Следуя технологии, можно сделать надежную опору под:
- легковесные и малоэтажные сооружения,
- ограждения,
- гараж и различные хозяйственные постройки.
Для этого мастеру понадобятся такие материалы и инструменты:
- Металлические трубы.
- Стальные пластины толщиной от 4 мм.
- Сварочный аппарат.
- Болгарка.
- Обмазочный материал для гидроизоляции.
Выбор металлопроката для ствола
 Для ствола выбирают профильные трубы из прочных марок стали. Для работы можно взять металлопрокат марок 09Г2С, Ст20 или Ст10.
Для ствола выбирают профильные трубы из прочных марок стали. Для работы можно взять металлопрокат марок 09Г2С, Ст20 или Ст10.
Длина трубы напрямую зависит от типа грунта: ее должно хватить, чтобы сваю можно было вкрутить в почву до твердых пород.
Конструктивные параметры – длина ствола и толщина его стенки определяют несущую способность опоры. Выбирают трубы толщиной от 3,5 мм.
Рекомендации по выбору диаметра сечения:
- 57 мм – для легковесных конструкций, например, ограждений из металлической сетки;
- 89 мм – для хозяйственных легких построек;
- 108 мм – для малоэтажных жилых домов из дерева, пенобетона, кирпича.
Делаем наконечник
В домашних условиях применимы 3 технологии изготовления наконечников. Сварные пики и наконечники, изготовленные из тела трубы подходят для вкручивания сваи в плотный грунт. Крестообразные наконечники используют для строительства на торфяных и песчаных участках.
Чтобы сделать наконечник из тела трубы, необходимо изначально взять заготовку длиннее выбранного значения на два диаметра сечения. Из увеличенного отрезка будет изготовлен непосредственно сам конус.
Технологические этапы:
- Создание шаблона из картона. Вырезают равнобедренный треугольник с высотой, равной 2D, короткой стороной – πD/n, где D – диаметр ствола, n – количество лепестков (для свай Ø108 мм берут 5 листков, для труб меньшего диаметра – 4 лепестка).
- Разметка трубы по шаблону.
- Нарезание лепестков.
- Загибание лепестков в конус. На этом этапе контролируют, чтобы вершина конуса совпала с осью трубы.
- Приваривание лепестков друг к другу с помощью сварочного аппарата.



Сварной наконечник выкраивают по такой же технологии, но не из тела сваи, а из стального листа или отрезка трубы. Лепестки заготовки фиксируют между собой двойным сварочным швом. Затем приваривают пику к стволу.
Крестообразный наконечник отличается по форме и высоте от предыдущих типов. Шаблоном послужит равнобедренный треугольник с высотой, равной πD. Размер основания треугольника принимается равным внешнему диаметру трубы. Конструктивные элементы свариваются между собой.
Изготавливаем винт
Спиралевидный элемент изготавливают из толстолистовой стали толщиной от 4 мм. Как правило, шаг лопасти может варьироваться от 5 до 7 см.
В домашних условиях применяют 2 технологии изготовления винта:
- Сплошной однозаходной элемент – заготовка выкраивается из одного листа стали, вырезается, а затем разводится ломом до необходимой конфигурации.
- Многозаходной винт из нескольких элементов – выкраивание отдельных сегментов с последующей сваркой на пику.
Первый вариант отличается жесткостью конструкции и точностью геометрии, но не позволяет сделать больше одного витка лопасти. Во втором случае можно собрать закрученный винт, но сложно передать конфигурацию спирали.
Технологические этапы создания однозаходного винта:
- разметка заготовки с внешним диаметром 150–300 мм (зависит от нагрузки на сваю) и внутренним диаметром, равным сечению столба;
- вырезание детали плазморезом или сваркой с учетом ширина шва;
- разрезание детали по радиусу;
- разводка лопасти до нужного шага — зажимают сплошной участок заготовки в тиски и с помощью лома разводят края лопасти.
 разметка заготовки с внешним диаметром 150–300 мм (зависит от нагрузки на сваю) и внутренним диаметром, равным сечению столба;
разметка заготовки с внешним диаметром 150–300 мм (зависит от нагрузки на сваю) и внутренним диаметром, равным сечению столба;Технология изготовления многозаходного винта:
- изготовление заготовки по принципу, описанному ранее;
- готовое кольцо разрезают на два одинаковых фрагмента;
- нанесение винтовой разметки на пике;
- поочередное приваривание фрагментов по разметке до нужного количества витков — в процессе сборные элементы подгибают до нужной формы.
Проще приваривать лопасти к телу трубы, потому что оно имеет постоянное сечение. У заготовки для наконечника внутренний диаметр будет меньше, поскольку пика сужается к концу. Для изготовления элемента нужной конфигурации подгонять заготовку лучше на месте, используя плотный листовой материал для шаблона.
Финальная обработка
За один год эксплуатации толщина стенки металлической сваи уменьшается минимум на 0,01мм из-за коррозии. Чтобы защитить фундамент от разрушающего фактора, сваю покрывают специальным составом, стойким по отношению к влаге.
В домашних условиях можно использовать такие обмазочные материалы в качестве гидроизоляции:
- полиуретановая эмаль;
- мастика на основе битума;
- асмольная грунтовка и другие.
В качестве бюджетного варианта можно использовать двухкомпонентные лакокрасочные составы на основе эпоксидной смолы, но ресурс такого покрытия значительно ниже.
Стоит ли делать своими руками?
Изготовление винтовых свай своими руками возможно, но несмотря на простоту технологии, эксперты советую принять во внимание такие аспекты:
- Своими силами можно сделать сваи лишь небольшого диаметра, потому что подобрать исходный материал для массивных элементов и качественно собрать их в единую конструкцию очень сложно.
- Ошибки при выборе диаметра, шага и угла изгиба винтовой части могут увеличить усилие закручивания опоры, усложняя монтаж.
- Изготовление свай своими руками – трудоемкий процесс, который отнимает много времени и сил.
- Обмазочные материалы для гидроизоляции сильно уступают по качеству методу горячего оцинкования, который возможен лишь в заводских условиях.
 Своими силами можно сделать сваи лишь небольшого диаметра, потому что подобрать исходный материал для массивных элементов и качественно собрать их в единую конструкцию очень сложно.
Своими силами можно сделать сваи лишь небольшого диаметра, потому что подобрать исходный материал для массивных элементов и качественно собрать их в единую конструкцию очень сложно.Исходя из вышесказанного, заниматься такой работой целесообразно лишь при возможности недорого закупить металлопрокат нужного качества, а также при наличии оборудования для работы.
При этом нужно помнить, что заводские изделия гарантированно будут соответствовать заявленным техническим характеристикам, чего нельзя сказать о сваях, сделанных в домашних условиях.
Вся самая важная и полезная информация о свайно-винтовом фундаменте представлена в данном разделе.
Видео по теме статьи
Процесс изготовления винтовой сваи — в видео:
Заключение
Основными конструктивными элементами сваи являются столб, лопасть и наконечник. Понимая технологию и имея нужные чертежи, можно своими руками заняться изготовлением винтовых опор.
Для заготовок используют трубы и листовую сталь толщиной от 4 мм. В работе мастеру понадобятся навыки работы с болгаркой и сварочным аппаратом. Чтобы защитить металл от коррозии, изделие покрывают гидрофобным составом.
При малейших сомнениях в правильности расчетов несущей способности свай в соответствии с геологическими условиями участка, эксперты не советуют использовать самодельные опоры для монтажа фундамента. Любые ошибки в изготовлении могут привести преждевременному разрушению и неустойчивости всей конструкции.
Изготовление винтовых свай
Производство винтовых свай относится к технологическим процессам небольшой сложности, но для изготовления лопастей понадобится дорогостоящий станок плазменной резки. Правильно выгнуть конец сваи в домашних условиях не получится, лопасти лучше приобретать заводского производства. Остальную часть конструкции можно изготовить своими руками, четко изучив технологию производства и имея необходимое оборудование.
Область применения, преимущества, недостатки
Винтовые сваи находят широкое применение во многих областях строительства:
- для устройства фундамента домов и коттеджей небольшой этажности;
- при строительстве заборов:
- как основание для мостов, причалов, пирсов, надземных переходов;
- при установке дорожных указателей, биг-бордов.
Винтовые конструкции имеют множество преимуществ перед другими видами материалов для монтажа фундаментов:
- Стоимость винтового основания для дома обходится на 30-70% ниже, чем при устройстве ленточного фундамента.
- Более быстрое выполнение работ. Сваи ввинчивают в грунт как ручным, так и механизированным способом.
- Подходят для монтажа основания на участках, имеющих большой перепад по высоте, на заболоченных, пучинистых, обводненных, мерзлых грунтах. Способствуют равномерному распределению нагрузки на неоднородной почве.
- Срок эксплуатации более 50 лет. При повреждении какого-либо элемента, его можно достаточно легко заменить на новый.
- Винтовой фундамент способен выдержать колебания почвы в сейсмически неустойчивых районах.
 Дом на винтовых сваях.
Дом на винтовых сваях.
К недостаткам относится невозможность устройства подвалов и цокольных этажей и применение винтового свайного фундамента при многоэтажном строительстве. При монтаже такого основания нужно обязательно учитывать массу постройки и особенности грунта. На твердых, скальных, каменистых грунтах заглубление свай может быть затруднено или вообще невозможно.
Чтобы увеличить несущую нагрузку, увеличивают диаметр сваи и толщину ее стенки.
Технология производства
Изготовление винтовых свай на заказ является довольно распространенным, так как в различных условиях эксплуатации применяют конструкции различной длины. Иногда на одном строительном участке глубина заложения может варьироваться в пределах нескольких метров.
В качестве сырья чаще всего применяют сварные или цельнотянутые трубы с толщиной стенки 5 мм и сечением 108 мм.
При планировании собственного производства нужно позаботиться, чтобы самые востребованные размеры конструкций всегда находились в наличии. Наибольшим спросом пользуются сваи, длиной 2000 — 2500 мм.
Чтобы свая входила в почву строго по вертикальной плоскости, она должна иметь правильную конусообразную форму.
При изготовлении винтовых свай нужно правильно рассчитать все параметры: диаметр трубы, количество лопастей, шаг винта
- Трубы нарезают на отрезки заданной длины.
- Из металлической ленты, толщиной от 4 до 6 мм, изготавливают лопасти. Расстояние между винтовыми элементами выбирают в зависимости от условий, в которых будет вестись строительство. Для твердой почвы шаг винта должен быть минимальным.
- Нижний конец формируют в форме косого среза или конуса, приваривают к нему шнековую лопасть.
- Сверху трубу просверливают в нескольких местах, чтобы в нее можно было вставить стержень для крепления ворота.
- Монтируют оголовок, представляющий собой металлическую площадку с фланцем, которая служит в качестве опоры.
- Металл обязательно требует обработки антикоррозийными средствами.
 Иногда наконечники для свай изготавливают отдельно из стального круга с предварительно нарезанной резьбой. Это обеспечивает более высокое качество, но стоимость конструкции при этом возрастает.
Иногда наконечники для свай изготавливают отдельно из стального круга с предварительно нарезанной резьбой. Это обеспечивает более высокое качество, но стоимость конструкции при этом возрастает.Винтовые сваи должны соответствовать всем нормативным требованиям, от их качества будет зависеть надежность и безопасность постройки.
Минимальный набор оборудования
Новое оборудование для цеха по производству винтовых свай обойдется в несколько миллионов рублей. При покупке линии, бывшей в употреблении, нужно пригласить специалиста, который сможет реально оценить состояние оборудования и его работоспособность.
Для оснащения производства понадобится:
- Ленточный или фрезеровочный станок для резки труб.
- Сварочный аппарат.
- Вальцы для формирования лопастей.
- Гидравлический пресс.
- Ротационно-ковочная машина.
- Индукционная печь.
Для автоматизации технологического процесса понадобятся кран-балки и другие приспособления.
Оборудование занимает большую площадь. Помещения для размещения цеха лучше выбрать за городом. Оно должно по площади быть не менее 200 м2.
Конструкция винтовой сваи
Независимо от того, сделана свая в заводских или домашних условиях, она состоит их нескольких элементов:
- тело сваи представляет собой трубу сечением 7,6-13 см, изготовленную из металла толщиной 4 мм и более;
- наконечник выполняется в виде сварной или литой пики длиной, равной диаметру трубы умноженному на 2;
- лопасти изготавливают в виде двух винтов на расстоянии 40-70 см друг от друга в виде однозаходной и двухзаходной спирали;
- оголовок делают из усиленной ребрами жесткости пластины с отверстиями, которую приваривают к катушке из трубы, ее внутренний диаметр должен быть больше наружного сечения тела сваи.
При строительстве дома со свайным фундаментом, объединенным металлическим ростверком, оголовок не применяют. К свае, выступающей над поверхностью, приваривают двутавровый швеллер.
Изготовление свай своими руками
Перед тем как приступить к изготовлению свай, нужно найти чертеж конструкции любого хорошо зарекомендовавшего себя производителя этих изделий. Это позволит правильно выбрать посадочные размеры лопастей и уменьшить количество сварных швов, которые уменьшают прочность изделий.
Стандартная длина трубы составляет 2000-3000 мм. Иногда возникает необходимость опускать конструкцию на большую глубину, пока она достанет несущих пластов. Наращивается длина трубой после заглубления сваи на 1500-2000 мм.
Наконечники для винтовых свай
Наконечник является важным элементом винтовой сваи. Производство осуществляют несколькими способами, в зависимости от требуемого вида изделия.
Существует несколько видов наконечников, которые можно изготовить своими руками. При выборе конструкции нужно ориентироваться на вид грунта на строительном участке.
Для плотной почвы подойдут сваи с наконечниками, изготовленными из тела трубы или со сварными пиками. Они должны изготавливаться из прочной стали и иметь минимальный диаметр, это уменьшит риск перекоса во время заглубления сваи.
При строительстве на супесях, песчаной, торфяной почве применяют конструкции с крестообразными наконечниками или с большими по диаметру лопастями. Они повышают устойчивость фундаментов и служат их дополнительной опорой.
Для талых и обводненных грунтов используют сваи с лопастями средних размеров.
В сейсмоопасных районах и для многоэтажного строительства требуется изготовление свай с литыми наконечниками.
Сварной наконечник из тела трубы
Пошаговая инструкция по изготовлению наконечника из тела трубы:
- Сначала изготавливают шаблон: из трубы, паронита или картона вырезают треугольник. Размер короткой стороны треугольника вычисляется по формуле: диаметр трубы, деленный на количество лепестков. Высота треугольника равна двум внешним диаметрам трубы + небольшой запас.
- Конец заготовки трубы размечается мелом, согласно шаблона, на несколько элементов (треугольников). Для труб сечением до 89 мм делают 4 зубца, для изделий, диаметром от 108 до 200 мм, изготавливают 5 зубьев.
- Вырезают зубья согласно намеченным линиям и загибают их в конус, вершина которого должна совпадать с осью трубы.
- С помощью сварочного аппарата зубья приваривают друг к другу двойным швом.
Для легких построек винтовые сваи можно изготавливать со сварными наконечниками:
- Из листовой стали толщиной 4-5 мм или трубы того же сечения делают наконечник. Согласно шаблону размечают лепестки, которые впоследствии вырезают по разметке.
- Лепестки устанавливают плотно друг к другу, образовавшийся конус прихватывают сваркой.
- Скрепляют конструкцию с помощью двойного сварного шва.
К конусообразной пике удобно приваривать заготовки лопастей, которые потом удобно стыковать с пиками лепестков.
Крестообразный наконечник
Крестообразный наконечник изготавливают по совершенно другой технологии:
- Раскраивают детали нужного размера и вырезают треугольники.
- Обязательно должны быть предусмотрены ребра жесткости.
- В качестве заглушки используют круглую металлическую пластину.
- На заглушку прикрепляют большой треугольник, под углом 90 градусов к пластине крепят два ребра жесткости. Все элементы прихватывают сваркой.
Все стыковые соединения должны быть скреплены двойным швом. Лопасти на такую конструкцию приваривают выше пики.
Изготовление лопастей
Производство свай включает в себя процесс по изготовлению лопастей. Чтобы винтовая конструкция легче закручивалась в грунт, винт должен начинаться в нижней третьей части наконечника. Расстояние между лопастями при этом должно составлять 50-70 мм.
Изготавливают лопасти для винтовых свай из листового металла, толщиной не менее 5 мм.
Способы изготовления лопастей:
- Сплошной винт с одним заходом изготавливают по предварительно нарисованному чертежу. Выкраивают заготовки из листового металла, ломом разводят лопасти до нужного расстояния. Наружный диаметр заготовки, в зависимости от несущей нагрузки на сваю, составляет от 150 до 300 мм. Внутренний диаметр должен соответствовать внешнему сечению трубы, чаще всего оно составляет 76-108 мм. Детали вырезают из листового металла, толщиной 5-7 мм. Разводку выполняют с помощью тисков: зажимают сектор напротив разреза между внутренним и наружным сечением, края лопасти разжимают ломом до нужного расстояния.
- Сборный винт делают из нескольких заготовок. Внутренний диаметр соответствует телу сваи (наружному диаметру трубы), наружный размер берут 200-300 мм. Образовавшееся кольцо делят отрезками на два одинаковых полукольца. На конце трубы делают разметку расположения винта. Поочередности прикладывают полукольца и прикрепляют их сваркой.
После изготовления сваи, ее необходимо защитить от коррозии, покрыв специальными составами.
Как изготовить сваи своими руками можно посмотреть на видео:
Производство винтовых свай является востребованным и прибыльным. От качества конструкций будет зависеть надежность и безопасность построек. При изготовлении нужно соблюдать все нормативные требования и не экономить на качестве сырья.
Винтовые сваи своими руками
Изготавливать винтовые сваи своими руками сложно, но – можно. Поэтому возьмем на себя смелость описать данную технологию. И помогут нам в этом советы пользователей FORUMHOUSE.
Расчет свайно-винтового фундамента – это сложная работа, которая требует участия специалистов. Только проектировщик сможет рассчитать общее количество винтовых свай, плотность их расположения на участке, а также толщину. Но если вы хотите построить дом на свайно-винтовом фундаменте, в настоящей статье найдете ответ на вопрос как изготовить самому винтовые сваи, также в ней даны стандартные рекомендации, касающиеся определения их размеров.
Как сделать винтовую сваю. Конструкция.
Для начала рассмотрим общий вид самоделки и определим ее основные особенности.

Свая, изготовленная пользователем нашего портала, имеет четырехгранный наконечник и оборудована спиралевидной металлической лопастью. Такие варианты следует изготавливать в соответствии с чертежом, представленным на фото.
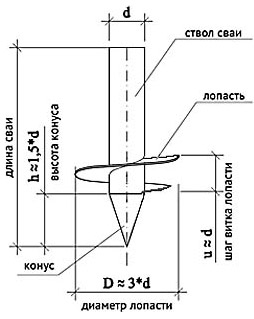
Рассмотрим процесс изготовления основных элементов, обозначенных на чертеже.
Ствол
Основу (ствол) составляет пустотелая металлическая труба.
Во всех случаях стволы рекомендуется изготавливать из стали прочностью не менее Ст.20 по ГОСТ 8732-74 (для обыкновенных конструкционных сталей). Если же используются более прочные легированные стали, то подойдет ГОСТ 19281 (но в домашних условиях можно ограничиться первым вариантом).
Первое, что необходимо сделать создателю сваи – определить длину ее ствола. Различными «ухищрениями» ему придется выяснять, на какой глубине строительного участка располагается твердый грунт. Наиболее правильным (но дорогостоящим) решением будет обращение в геолого-разведывательную службу. Но среди общительных соседей может отыскаться человек, имеющий обоснованное представление о состоянии подземных пластов.
Длина трубы должна превышать глубину залегания несущего слоя примерно на 300…500 мм (если свая будет выступать от земли выше, это расстояние может быть больше). Люди, умудренные практическим опытом, рекомендуют делать длину свай с запасом, чтобы потом их не пришлось наращивать.

Закрутили 17 штук (дом 9 на 8). Площадка на косогоре. Часть свай подрезал, часть нарастил и заполнил бетоном.

Для того чтобы определить диаметр трубы, можно обратиться к СНиП 2.02.03-85 (с его таблицами и формулами). Но те, кто не знаком на практике с проектированием строительных конструкций, руководствуется менее изощренными расчетами:
- Труба диаметром от 47 до 76 мм используется при строительстве легких заборов и всевозможных укреплений
- Сваи диаметром 89 мм применяют при возведении дворовых построек (беседок, бань и т. д.), а также при строительстве кирпичных заборов
- Для строительства каркасных домов и рубленых строений используются варианты диаметром 108 мм.

Чем больше диаметр, тем сложнее делать винт, то есть саму лопасть на разгиб.
Минимальная толщина стенок ствола должна равняться 4 мм. Ее расчет прост – чем толще, тем лучше. Но, подбирая толщину стенки, следует помнить о том, что конус сваи придется гнуть с помощью молотка.

Я сам себе делал винтовые сваи, сделать самому реально. Труба – 68х4 мм, винт – диаметром 168 мм, толщина винта – 5 мм, шаг на винте – 50 мм, длина четырехгранного наконечника – 150 мм. Все очень хорошо проварено полуавтоматом.
Сваи винтовые своими руками. Конус
Как видно на чертеже, конус – это острие сваи. Его длина равна от 1,5 до 2 диаметров трубы. Это стандарт, но некоторые делают длину немного больше, чтобы конус был острее, а свая легче заходила в землю.
В домашних условиях конус делается четырехгранным или шестигранным. Для этого на краю ствола вырезаются специальные секторы, которые сгибаются молотком в конус и обвариваются сваркой.

Сделал шаблон из плотной бумаги, предварительно поделив окружность трубы на равные части. Затем разметил трубу маркером и сделал спилы болгаркой. Получилась так называемая корона. Толщина трубы позволяет легко гнуть её молотком. Поначалу выходило весьма коряво, но сваркой все дефекты удалось устранить, и острие получилось совершенно герметичным, что позволило сразу же после закрутки заполнить трубу бетоном.
Вот как это выглядит на фото:


Винтовая свая своими руками, изготовление.
Как видим, разметка ствола осуществлялась по бумажному лекалу. Произвести его довольно просто. Для этого диаметр окружности трубы необходимо разделить на количество секторов. Найденная величина – это и есть расстояние между верхними точками соседних секторов. Данные легко перенести на бумажный чертеж и получить готовый шаблон. Дальнейшие действия состоят в вырезании «короны», в загибе лепестков и в сварке полученных сочленений.
Перед тем как гнуть лепестки конуса, в основании короны следует сделать небольшие прорези. Тогда формировать наконечник будет легче.

Конструкция винтовых свай. Лопасть
Лопасть – основная рабочая деталь. Изготавливать ее следует из листовой стали толщиной 5 мм. Так предпочитают делать многие. Кому-то удается сделать лопасть толщиной 6 мм, но правильно согнуть такую деталь намного сложнее. Материал лопасти – углеродистая сталь обыкновенного качества (ГОСТ 380-71). Оптимально использовать марку ст.3 (она используется даже в промышленном производстве свай).

Теперь пора поговорить о форме лопасти. Создание ее геометрии – наиболее ответственный этап работ. И если допустить ошибку, то свая попросту не будет вкручиваться в грунт.
Для начала определимся с внутренним и внешним диаметром заготовки для лопасти. Внешний диаметр лопасти (ширина сваи) имеет прямую зависимость от диаметра ствола сваи. Взгляните в таблицу.

Внутренний диаметр лопасти соответствует диаметру трубы. Только вот размеры заготовки (с учетом того, что она будет гнуться, образуя шаг винта) немного отличаются от уже известного нам диаметра. Простое решение для определения размеров заготовки предлагает нам пользователь портала FORUMHOUSE.

Берете трубу и отмеряете на ней шаг винта. После этого замеряете на трубе длину витка, делите на Пи и получаете внутренний диаметр заготовки. Ширину лопасти прибавляете к внутреннему радиусу заготовки и получаете внешний радиус заготовки.
Теперь немного о том, как определить шаг винта. Обычно шаг винта равен 0,2…0,4 от внешнего диаметра лопасти. Если шаг винта будет меньше, то небольшие твердые включения, находящиеся в грунте, будут застревать между лопастями, мешая продвижению сваи. Если этот показатель будет больше, то придется прилагать больше усилий для ввинчивания в грунт.
Какой конкретно использовать шаг – это зависит от того, в какой грунт предстоит ввинчивать сваи. Проще ориентироваться на характеристики грунта: чем тверже грунт на вашем участке, тем меньше следует делать шаг винта. На песчаном грунте (преобладающем на востоке от Москвы) шаг делаем максимальным.
После того как все размеры будут определены, можно приступать к разметке стального листа и к вырезанию заготовки. Для вырезания контура заготовки нам понадобится плазменная резка достаточной мощности, и о том, чтобы она была в наличии, следует позаботиться заранее.
На следующем этапе вырезанная заготовка сгибается в соответствии с выбранным шагом винта. В домашних условиях это можно сделать с помощью обыкновенных тисков и подручных средств.

Пользователь FORUMHOUSE БСергейМ предлагает свой вариант приспособления для разгиба лопасти.

Сваи винтовые: изготовление.
Обратите внимание, что загиб на режущем крае лопасти получается совсем небольшим. Так делается всегда. Достаточно такого загиба, чтобы свая, подобно саморезу, заходила в землю.

На следующем этапе готовая деталь приваривается к стволу сваи. Шов прокладывается сверху и снизу лопасти. Лопасть должна быть приварена перпендикулярно. В противном случае свая во время ввинчивания будет взрыхлять грунт, разрушая и ослабляя его структуру. А на ослабленном грунте свая не сможет справляться с возложенными на нее нагрузками.
После выполнения всех вышеперечисленных операций работы над созданием нижней части сваи можно считать оконченными.
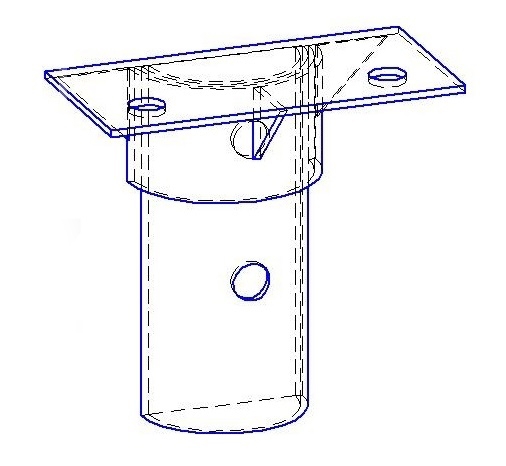
Верхняя часть. Делаем оголовок на сваю своими руками
В верхней части сваи следует сделать два отверстия, которые помогут самостоятельно ввинтить готовое изделие в землю. Их можно просто прорезать сваркой.
В верхней части сваи следует сделать два отверстия, которые помогут самостоятельно ввинтить готовое изделие в землю. Их можно просто прорезать сваркой.

Оголовки на сваи также можно изготовить самостоятельно. Для этого достаточно иметь под рукой подходящие материалы и сварочный аппарат.
Можно воспользоваться опытом пользователя FORUMHOUSE.

Сверху сделал оголовки (120 на 120) из десятки. С четырёх сторон сделал косынки и приварил детали на все выровненные сваи. После этого весь периметр обвязал 24 двутавром и всё обварил.
Когда свая будет ввинчена, а установка оголовка еще не будет выполнена, внутреннюю полость изделия можно заполнить бетоном. Это придаст прочность всему свайному фундаменту.
Защита от коррозии
Проблема защиты самоделок от коррозии в домашних условиях не имеет однозначного решения. Но пара вариантов все же существует:
- Нанесение корабельной краски.
- Нанесение грунтовки по металлу.
Если эти материалы в два слоя нанести на поверхность сваи, то защитный слой сохраняется даже после завинчивания изделия в грунт. Только перед нанесением лакокрасочных материалов сваю следует тщательно очистить от ржавчины и обезжирить.
А вот какой нестандартный выход из положения предлагает пользователь нашего портала.

Я после закрутки обкапывал сваю на полметра, подкрашивал битумной краской и оборачивал рубероидом.

Обсудить многочисленные нюансы изготовления винтовых свай своими руками вы можете в специальном разделе FORUMHOUSE. Найти много полезной информации, касающейся регламентов по строительству фундаментов, можно в разделе «Полезные ссылки по фундаментам». «Нюансы выбора фундамента» – это статья для тех, кто еще не определился с типом будущего основания. Также на нашем портале вы найдете небольшое видео, рассказывающее об особенностях свайного фундамента.
Производство винтовых свай — как источник дохода
Винтовые сваи больших размеров способны выдерживать огромные нагрузки, их давно используют при возведении крупных промышленных объектов и гидротехнических сооружений.
Но широкое распространение в нашей стране эта технология получила с ростом каркасного домостроения.

Это обусловлено тем, что её преимущества особенно наглядно проявляются при устройстве фундамента для облегченных строительных конструкций.
К этим преимуществам следует отнести:
-
- Возможность обойтись без рытья котлована для фундамента и дорогостоящих работ по его армированию и заливке бетоном, что ведет к серьёзному удешевлению строительства.
Для сравнения, общая стоимость работ по устройству фундамента при возведении малоэтажных домов составляет, как правило, около 20% стоимости всего строительства. Применение винтовых свай уменьшает этот показатель до 3%.
- Быстрота закручивания свай в грунт, которая может производиться вручную.
- Простота завинчивания свай и невысокая стоимость необходимого оборудования.
- Производство работ для закручивания свай не требует участия высококвалифицированных работников.
Уместно отметить, что для фундамента под кирпичные и монолитные строения тоже могут применяться винтовые сваи, но из-за тяжести конструкций многократно возрастают требования к прочности свай и точности их закручивания. Поэтому успешно работать в этой области могут только крупные компании с серьезной производственной базой.
Малый же бизнес может эффективно заниматься производством и установкой свай для фундамента под каркасные и деревянные дома.
Рассмотрим в общих чертах, как выглядят технология производства таких свай и технология их монтажа.
Технология производства свай
Как правило, винтовые сваи делаются из цельнотянутых или сварных труб диаметром 108 мм с толщиной стенки 4-5 мм. Тогда они выдерживает нагрузку от 4 до 8 т, в зависимости от плотности грунта.
Длина их устанавливается исходя из особенностей грунта на строительной площадке. С учётом того, что глубина промерзания почвы в средней полосе России редко превышает 1,5 м, длины в 2-2,5 м в большинстве случаев оказывается достаточно.
Сваи большей длины применяются на неустойчивых грунтах и в случаях, когда уровень почвенных вод залегает слишком близко к поверхности.

Следует сказать, что увеличение длины до 4-х и более метров заметно усложняет ручную установку и может потребовать привлечения дополнительного оборудования.
Производство винтовых свай состоит из следующих этапов:
-
- Сначала трубы нарезают на отрезки необходимой длины.
- Затем производится обработка нижнего конца трубы, чтобы тем или иным способом придать ему форму конуса. Часто нижний конец просто косо обрезают, чтобы он представлял собой острый угол, но для забуривания требуется приложения больших усилий.
- После этого к нижнему концу трубы приваривается шнековая лопасть, которая изготавливается из гнутой на вальцах стальной полосы толщиной 4-6 мм. Теоретически такую полосу можно согнуть и вручную, используя шаблон, но практически это под силу только очень хорошему специалисту, причем темпы работы будут очень низкими.
Шаг винта шнека зависит от твердости грунта, чем твёрже грунт, тем меньше шаг.
Иногда буровая головка изготавливается отдельно из стального круга, на который нарезается резьба на токарном станке, в этом случае шаг резьбы можно установить с большой точностью. Качество бурения при установке повышается, но и стоимость её возрастает примерно на 1000 рублей. Поэтому её применение целесообразно только при промышленных масштабах производства.
- Затем труба в двух-трёх местах просверливается насквозь. В это отверстие потом будет вставляться стальной стержень для крепления ворота, посредством которого осуществляется вращение сваи при её установке.
- На верхнем конце отрезка трубы устанавливается оголовок, то есть, металлическая площадка с фланцем, который приваривается или привинчивается к трубе. Оголовок служит для опоры нижней части конструкции строения.
- В завершение процесса на сваи наносят антикоррозийное покрытие.
Оборудование для производства винтовых свай
Оборудование для производства винтовых свай, которое позволяет качественно выполнять весь комплекс этих операций, стоит от 1500000 до 2000000 рублей и включает в себя следующие компоненты:

- Станок для резки труб, ленточный или фрезерный.
- Индукционная печь, для нагревания конца трубы перед обработкой её на ротационном станке.
- Ротационно-ковочная машина, которая служит для придания концам труб конусной формы.
- Гидравлический пресс для заклепывания конуса.
- Сверлильный станок.
- Фрезерный станок, чтобы нарезать стальные полосы для лопастей шнека.
- Вальцы для сгибания лопастей из стальной полосы.
- Сварочный автомат.
- Кроме того, линия должна быть оснащена дополнительным оборудованием, например, кран-балкой, для погрузки-разгрузки и перемещения заготовок и готовой продукции по производственной площадке.
Это минимальный набор необходимого оборудования. Можно постараться уменьшить издержки, выбрав один из этих вариантов:
- Комплектовать линию, закупая каждый станок отдельно.
- Воспользоваться б/у оборудованием или закупить станки китайского производства.
- Взять линию целиком или отдельные её компоненты в аренду.
Но во всех этих случаях обязательно участие знающего специалиста для проведения тестирования.
Установка винтовых свай
Установка винтовых свай своими руками не представляет особой сложности, что не исключает обязательного соблюдения некоторых правил, которые предписывает технология.

Рассмотрим поэтапно процесс установки:
- Сначала производится разметка мест монтажа. Причем шаг между сваями тем меньше, чем больше нагрузка, которую им предстоит выдержать. Так же шаг зависит от глубины погружения в грунт.
- Для облегчения монтажа есть смысл пробурить на местах монтажа скважины по диаметру свай. Причем глубина их не должна превышать 0,8 м. Поэтому для бурения можно воспользоваться ручным буром.
- Затем свая выставляется в приготовленную скважину, на неё устанавливается ворот, на который крепятся рычаги. Два человека с помощью этих рычагов вращают сваю для её завинчивания, третий работник следит за ходом завинчивания, чтобы она входила в грунт строго вертикально.
- Контроль за вертикальным ходом завинчивания свай и нахождением их на одной линии осуществляется с помощью уровня и отвеса.
- После завинчивания свай их внутренность для большей устойчивости заливают бетоном.
Необходимые для начала производства инвестиции
Теперь подсчитаем необходимый объём инвестиций.
- Стоимость оборудования – 3 000 000 рублей.
- Доставка оборудования и его монтаж – 750 000 рублей.
- Аренда производственных площадей на полгода – 360 000 рублей. Для производства достаточно закрытого помещения площадью порядка 300 м2, с подведенными электричеством и водой и хорошим подъездом. Такое помещение не сложно найти в промышленной зоне любого города за 60 000 рублей в месяц.
- Ремонт производственного помещения, спецодежда, инструменты – 600 000 рублей.
Итого получается 4 710 рублей.
Текущие расходы
Три работника с зарплатой 30000 рублей в месяц, специалист с зарплатой 45 000 рублей в месяц для обслуживания производственной линии – 135 000 рублей.

Два работника для монтажа с зарплатой 230 000 рублей и мастер с зарплатой 45 000 рублей в месяц – 135 000 рублей.
Работник службы сбыта – 75000 рублей в месяц.
Плата за электричество, при суммарной мощности всех энергопотребляющих устройств в 30 кВт/ч составит около 130 000 рублей в месяц.
Будем исходить из того, что мы будем использовать трубы 108/4, лежалые или б/у, в хорошем состоянии. Стоимость тонны таких труб равна примерно 27 000 рублей. В тонне примерно 100 погонных метров. Если мы собираемся делать сваи длиной 2 м, то из тонны трубы получится 50 свай. При суточном производстве в 100 свай, нам для их изготовления понадобится 2 т трубы.
Кроме того нам будет нужно какое-то количество листовой стали и швеллера для изготовления лопастей и оголовков труб, в объеме примерно 3% от веса труб.
Таким образом ежесуточные затраты на приобретение металлопроката составляют порядка 67 500 рублей, что в месяц составит 2025000 рублей.
Итого текущие расходы в месяц составят: 2490000 рублей.
Доходы
Сейчас рыночная стоимость винтовых свай такого размера составляет около 1950 рублей. Предположим, наша стоимость будет 1500 рублей. При ежесуточном выпуске в 100 штук, их продажа принесет дневной доход 150 000 рублей, месячный – 4 500 000 рублей.
Добавим к этому плату за установку труб, которая обычно равняется их стоимости. То есть, месячный доход при установке в день 100 труб ориентировочно равняется 4 500 000 рублей.
Общий месячный доход составляет 9000000 рублей.
Чистый доход равняется 9000000–2490000=6510000 рублей.
Таким образом, инвестиции окупятся уже в первые два месяца работы.
Некоторые необходимые замечания
Главная проблема такого производства — найти рынок сбыта. Тут можно посоветовать ориентироваться на районы, где идет массовая частная застройка. Впрочем, винтовые сваи пользуются спросом и при ремонте домов и подсобных помещений, для замены, например, пришедшего в негодность старого фундамента.

Ещё одна область повышенного спроса – возведение заборов. В этом случае столбы ограждения забора крепятся на оголовках, а места крепления цементируются. Шаг между сваями должен быть такой же, как шаг между столбами.
Сваи, предназначенные для изготовления забора, делаются из труб диаметра 57 или 76 мм.
Если же выбирается вариант, когда столбами для забора служит выступающая над землёй часть сваи, то лучше взять для забора сваи, сделанные из трубы диаметром 102 или 108 мм.
Преимущества такого забора очевидны: он очень прочен и долговечен. В случае надобности пришедший в негодность столб забора легко заменяется на новый.
Рентабельность применения свай для строительства забора такая же высокая, как для устройства фундамента.
Винтовые сваи своими руками: Инструкции как сделать +Фото и Видео процесса
 Винтовые сваи. Изготовление винтовых свай своими руками это очень сложный и трудоемкий процесс требующий высокой концетрации внимания. Большинство специалистов не рекомендуют изготавливать их самостоятельно, так как считают что для этого необходимо знать все технологии. Но если вы внимательно прочитаете эту статью то сможете изготовить винтовые сваи сами.
Винтовые сваи. Изготовление винтовых свай своими руками это очень сложный и трудоемкий процесс требующий высокой концетрации внимания. Большинство специалистов не рекомендуют изготавливать их самостоятельно, так как считают что для этого необходимо знать все технологии. Но если вы внимательно прочитаете эту статью то сможете изготовить винтовые сваи сами.
Винтовая свая похожа на гребной винт, представляет из себя пустую, металлическую колбу. У нее заостренное окончание, с режущим инструментом в виде спирали.
Из чего же она состоит?
- Ствол из трубы, толщиной не больше 35 мм.
- Нижняя часть сваи (башмак).
- Наконечник.
- Спиралевидный, острый наконечник. От его угла наклона и технологии зависит как он будет входить в грунт.
Благодаря наконечнику в форме спирали свая будет входить в грунтовое покрытие на нужную вам глубину. Но с обратной стороны эта лопасть будет мешать фиксированию сваи в земле и будет толкать ее наружу.
При такой конструкции во время установки фундаментного основания позволит работать без дополнительных, грузовых инструментов.
Пошаговое изготовление винтовых свай своими руками
При составлении конструкции, вы можете ориентироваться на планы различных изготовителей винтовых свай. Это поможет очень точно воспроизвести размеры лопасти и свести швы к минимуму так как они затрудняют работу в месте где происходит соединения. Существует три абсолютно разных варианта изготовления наконечников.
Наконечник из основания трубы
Для изделия данного варианта потребуется увеличение длительности трубы в два раза, так как первый конец изделия будет преобразован в наконечник.
- Из картонного материала или трубы вырезается кусок треугольной формы.
- На окончание из трубы наносим разметку по секторам.
- На окончание трубы делаем лепестки в форме зубцов.
- Загибаем их в конусообразную форму, верхняя часть соответствует оси сваи.
- Крепим при помощи сварки.
 Из картонного материала или трубы вырезается кусок треугольной формы.
Из картонного материала или трубы вырезается кусок треугольной формы.Во время разметки запомните:
для трубы диаметра 100-200 мм, удобнее всего сделать пять лепестков.
Для 70-89 вполне хватит четырех.
В результате получается конусообразная пика, очень удобная для сварки спиралеобразной лопасти.
Сварной наконечник
Для фундамента небольших строений чаще всего используют именно этот вариант.
Технология изготовления:
- форма лепестка в виде развернутого треугольника, толщина 5 мм, изготавливают из стали, либо трубы.
- Расположение лепестков. Они должны быть плотно прижаты друг к другу. После чего происходит обработка сваркой, двойным швом по краям.
Крестообразный наконечник
Технология изготовления:
- Треугольная форма, жесткие ребра, пластина в роли трубной заглушки.
- Сборка. К заглушке прикрепляют треугольник и ребра жесткости. Приваривают с помощью сварки.
- Все соединения обрабатывают при помощи двойного шва
Технология изготовления лопасти
Оптимальный шаг спирали лопасти составляет 70-80 мм. Спираль имеет начало из третьей части трубы снизу.
Вот два примера для изготовления лопастей:
- Однозаходный сплошной — крой листа по чертежу, разводят спирали монтировкой до нужного расстояния шага. В этом варианте нельзя будет сделать несколько заходов сваи. Зато у этого способа отличная жесткость и равномерная геометрия.
- Сборный — состоит из нескольких заготовок. Сначала кроется окружность, после этого пика, а в конце сама свая. Этот вариант удастся использовать много раз. Но первоначальный вид спирали вы навряд ли сохраните.
 Однозаходный сплошной — крой листа по чертежу, разводят спирали монтировкой до нужного расстояния шага. В этом варианте нельзя будет сделать несколько заходов сваи. Зато у этого способа отличная жесткость и равномерная геометрия.
Однозаходный сплошной — крой листа по чертежу, разводят спирали монтировкой до нужного расстояния шага. В этом варианте нельзя будет сделать несколько заходов сваи. Зато у этого способа отличная жесткость и равномерная геометрия.Защита от коррозии
Для более долговечной эксплуатации винтовых свай необходимо покрывать каким либо антикоррозийным средством. В течении каждого года трубы могут из-за ржавчины терять до 1 миллиметра в толщине.
Самостоятельная установка
Ввинчивание сваи в землю можно провести и самостоятельно. Самое обычное приспособление для этого, это труба из металла, вставленная предварительно в петли. Они изготавливаются из арматуры диаметр 10 мм. Эта труба толкается, напоминая рычаг, тем самым происходит ввинчивание сваи в грунт.
Последовательность действий:
- Разметка свай на территории, по правилам расчета фундамента. Расстояние между сваями не более трех, но не менее двух метром.
- Все трубы устанавливаются строго по вертикали, наконечником со спиралью направлены вниз.
- В петли вставляем специальный лом, и методом рычага вкручиваем в землю. Минимальная глубина составляет 1,5 метра.
- Если грунт глинистый, мягкий ввинчиваем до последнего пока свая не упрется в твердую поверхность.