Время нагрева паяльника для полипропиленовых труб
Таблица пайки полипропиленовых труб
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Температура и время пайки полипропиленовых труб
Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а теперь уже и отопительных систем. Это лёгкий и удобный материал, который относительно несложно монтировать. Бытует даже мнение, что с монтажом этих изделий справится любой человек чуть ли не с помощью обыкновенного паяльника. На самом деле это не так. Пайка этих труб имеет ряд особенностей. Да и сами они неоднородны по диаметру и составу. А паяльник там применяется, но это несколько другой инструмент. В этом материале поговорим о двух важнейших составляющих: температуре и времени пайки полипропиленовых труб.
Особенности труб ППР
 Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Температура сварки ппр
 Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности. Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва.
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.
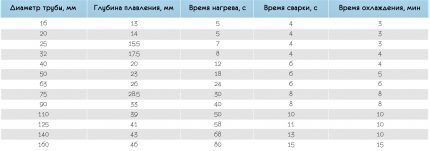
Таблица пайки полипропиленовых труб
Выработана уже давно таблица пайки полипропиленовых труб, которая считается оптимальной. Время нагрева материала напрямую зависит от диаметра трубы. Рассчитаны и некоторые другие параметры.
| Диаметр изделия в мм | Время сваривания с | Время нагревания с | Охлаждение | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура монтажа полипропиленовых труб не должна быть рассчитана произвольно. Поэтому эта таблица для монтажных работ – главный учебный материал. Как видно, температурный режим даётся средний, а вот время его применения значительно разнится.
Нарушение указанного температурного цикла может привести к негативным последствиям:
- при недостаточном коротком нагреве шов разойдётся в результате диффузии, и неизбежно возникнет протечка;
- перегрев оболочек в трубах вызовет образование внутренних наплывов, что чревато увеличением гидравлической нагрузки.
Особенно помогает эта таблица при сварке труб больших диаметров, так как время нагрева в них увеличивается, но надо точно знать, насколько.
Но и эти данные не всегда являются корректными. Многое зависит от температуры в помещении или на месте работ извне. Оптимальной считается комнатная температура, а самой допустимой по нижнему значению – минус 10. Здесь время пайки нужно увеличивать, исходя из погодных условий. Чем ниже температура, тем время пайки увеличивается. А вот в сильную жару лучше вообще от монтажных работ отказаться. Граница + 25 градусов.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений

Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования – утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Температура пайки полипропиленовых труб
Автор: Игорь
Дата: 31.07.2017
- Статья
- Фото
- Видео
Прочность и долговечность различных коммуникаций из пластика зависит, насколько точно учтена температура пайки полипропиленовых труб. При сваривании изделий из полипропилена необходимо учитывать время нагрева материала, время остывания стыков. Правильное сопоставление и учет температурных и временных показателей процесса пайки технических изделий из полипропилена способствует изготовлению прочного и надежного материала. При отклонении от технологии изделие будет иметь разрывы в местах стыка и отличаться низким качеством.
Общая информация 

Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С. Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода.

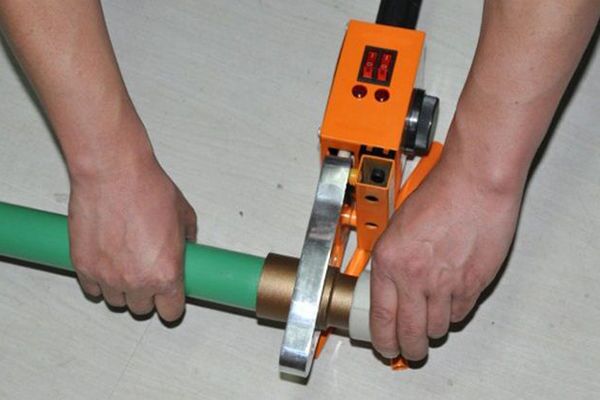
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Технические требования при сварке и монтаже полипропиленовых труб
Отправим материал на почту

- Технические характеристики
- Маркировка PPR
- Требования к сварке PPR
- Фитинги
- Фиксаторы для полипропиленовых труб
- Заключение
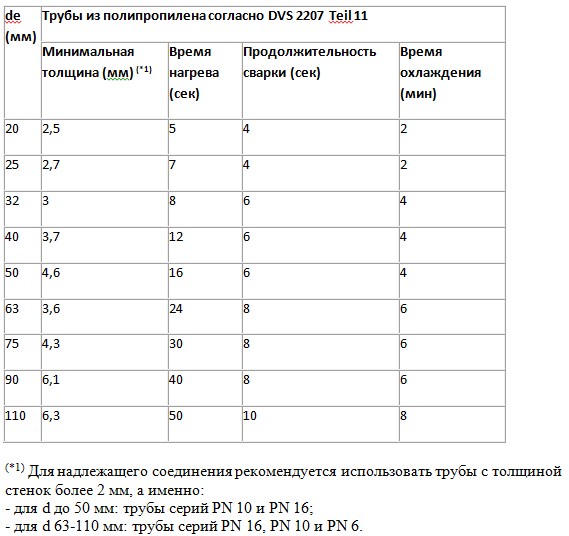
Работа с ППР предусматривает нормы и правила, четко расписанные СП 40-101-96 для монтажа и укладки трубопроводов. Например, температура сварки полипропиленовых труб 25 мм составляет 280-290°C. Там же регламентируется глубина погружения в насадку-матрицу, время удержания пайки и её остывание, в зависимости от диаметра. Но для того, чтобы освоить профессию монтажника PPR, необходимы еще и другие знания, но обо всем по порядку.
Технические характеристики
Технические характеристики полипропиленовой трубы дают всю информацию, необходимую монтажнику для сварки и укладки. То есть, специалист ещё при покупке учитывает потребности, необходимые для монтажа отопления, холодного и/или горячего водоснабжения.
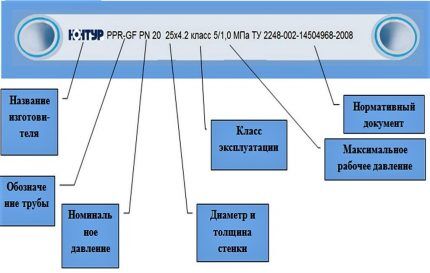
Маркировка PPR
На каждой полипропиленовой трубе, которую вы покупаете в магазине, есть маркировка, напечатанная вдоль ППР. Эти данные позволяют определить, подходит ли она для того или иного назначения. Обратите внимание на изображение, расположенное выше – там поясняются значения каждого сочетания букв и цифр. Но опытные сантехники, как правило, обращают внимание только на значение PN и диаметр – все остальное подтягивается по умолчанию.
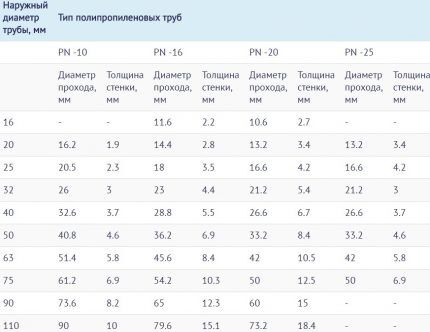
Конечно, в первую очередь, PPR подбирают по диаметру трубы: для ремонта в квартирах, как правило, достаточно Ø 20-25 мм, а вот, в частном доме обычно от 20 до 32 мм, а порой даже до 40 мм (на стояк отопления). Но вернёмся к значению PN, которое позволяет определить, для чего использовать эту трубу.
| Аббревиатура | Цифровой символ | Допустимое давление, МПа | Назначение |
| PN | 10 | 1,0 | Для жидкости до 45°C. На практике используется крайне редко |
| 16 | 1,6 | Для жидкости до 60°C. Применяется для контуров с холодной водой | |
| 20 | 2,0 | Для жидкости до 80°C. Применяется для ГВС и отопления. PN20 также называют универсальной трубой | |
| 25 | 2,5 | Для жидкости до 95°C. Можно использовать, как в автономном, так и в централизованном отоплении |
Видео описание
7 грубейших ОШИБОК сварки ПОЛИПРОПИЛЕНОВЫХ труб.
Особое внимание следует уделить армированным трубам, как на фотографии выше. Алюминиевая фольга удерживает полипропилен от деформации, когда по нему проходит горячая вода, то есть, контур ГВС или отопления, зафиксированный на кронштейнах с шагом 80-120 см не будет выгибаться. Для монтажа водопровода и отопления в частном секторе сантехники предпочитают использовать универсальную PN20, делая из неё не только обвязку отопления и ГВС, но также и распределение холодной воды. Впрочем, это больше зависит от владельца дома и, если он хочет сэкономить, то на холодную воду монтируют PN16. Также следует сказать о PN10 – в настоящее время из такой тонкостенной трубы делают разве что поливные системы для дачных огородов и отказываются применять её в сантехнике.
Для централизованного отопления подходят трубы PN25, которые выдерживают давление до 2,5 МПа или 25,5 атм. Такие величины предусмотрены неспроста: при запуске системы в начале отопительного периода давление увеличивают для проверки целостности контура и радиаторов. Так, опрессовочное давление в девятиэтажке может достигать 16 атм., а вот гидроудары могут вызвать разовые кратковременные скачки более 20 атм. Если в PN25 присутствует аббревиатура PEX, то вместо алюминиевой фольги для армирования применяется стеклоткань, но на прочность это не влияет.
Принцип расположения слоёв на стенках PN25 такой же, как и в PN20, но в первом случае алюминиевая фольга или стеклоткань расположены ближе к наружному слою (почти под верхом), поэтому, когда труба плавится в матрице, верхнее покрытие уходит и остается фольга. Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Требования к сварке PPR
Сначала посмотрите эту таблицу, чтобы потом объяснения были более понятными.
| D PPR, мм | Глубина сварки, мм | Время, сек | ||
| Разогрев | Удержание встык | Охлаждение | ||
| 20 | 12-14 | 5 | 4 | 3 |
| 25 | 14-16 | 7 | 4 | 3 |
| 32 | 18-20 | 9 | 4 | 4 |
| 40 | 20-22 | 12 | 6 | 4 |
| 50 | 22-23 | 18 | 6 | 5 |
| 63 | 23-25 | 24 | 6 | 6 |
| 75 | 27-29 | 30 | 8 | 8 |
| 90 | 33-35 | 40 | 8 | 10 |
| 110 | 37-39 | 50 | 10 | 10 |

Возьмём для примера самую ходовую трубу, это PPR20 PN20 или армированная полипропиленовая труба с наружным Ø 20 мм и прочностью стенок до 2 МПа или 20,4 атм. ППР с такими параметрами используют даже для отопления в малоэтажных домах, но, начиная от 9-ти и более этажей лучше применять PN25.
Сварим PPR20 с уголком 90°, как это показано на верхней фотографии. Сначала разогреваете паяльник, установив терморегулятор на 280°C, но когда в помещении прохладно, то на 290°C. Если вы делаете это впервые, то на трубе лучше карандашом поставить метку на 14 мм от края. В одну руку берёте уголок, а в другую трубу и надеваете их на матрицу до нужной глубины (до метки). Удерживаете в этом положении 5 секунд, затем резко снимаете с насадки (паяльник лучше фиксировать, прижав ногой опорную подставку к полу) и стыкуете стороны, придерживая в ровном положении ещё 4-5 секунд. К следующей пайке на этом узле можно приступать не ранее, чем через 3 секунды, чтобы не деформировать стык.
Ещё раз обратите внимание на верхнее изображение (правый нижний угол №4). Если сварка выполнена с учетом перечисленных выше требований, то при разрезе стыка спаянные места будут выглядеть, как монолит. Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Фитинги
Теперь поговорим о фитингах, при помощи которых можно делать повороты, обводы, переходы металла на полипропилен и наоборот, а также коллекторных разводках разного типа. Чаще всего используются уголки, тройники и переходные муфты при монтаже обвязки от котла отопления или централизованного водопровода с бойлером. Для подачи холодной/горячей воды на какую-либо запорную арматуру из металла выводятся фитинги с наружной или внутренней резьбой (по необходимости). Под бойлер или любой смеситель лучше всего использовать установочную планку, где расстояние между центрами выходов составляет 150 мм, что соответствует расстоянию у смесителей. Такую планку используют даже профессионалы. Дело в том, что без неё можно сбить угол на 1-1,5°, что не будет заметно, но при установке крана такая проблема будет ощутимой.
Рекомендация: если установочную планку нужно крепить на неровную стену, то лучше покупать металлическую, так как полипропиленовая погнется и углы на выходе будут со сбоем.
Видео описание
Пайка полипропиленовых труб: технология, инструменты.
В 90% случаев при монтаже полипропиленовых контуров возникает потребность перехода с металлической трубы на ППР. Чаще всего для таких целей задействуют электросварку, чтобы приварить штуцер для накручивания PPR фитинга. Когда сам не сварщик, а попросить некого, то из этого может вырасти целая проблема, но выход все-таки есть. Это безрезьбовые компрессионные муфты, как на фото вверху, или такие же тройники для врезки. То есть, вместо того, чтобы приварить штуцер, трубу разрезают и фиксируют на ней тройник либо на её краю накручивают муфту с одной гайкой. Для бытового уровня, это просто находка.
Порой возникает необходимость пересечения одной или нескольких труб поперёк их направления. Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.

Для подключения к газовым, электрическим, твердотопливным и дизельным котлам, а также к электронагревателям (бойлерам) и водомерам в основном используется фитинг под названием «американка». На ней для перехода на металл может быть наружная или внутренняя резьба, обязательно есть накидная гайка и входное отверстие для пайки ППР. Такое устройство очень удобно для жестких узлов, где предусмотрена разборка. Главный плюс детали в том, что для её отсоединения/присоединения не придётся ничего резать или гнуть.
Запорная арматура из полипропилена делится на две категории:
- Краны — перекрываются при помощи рычага, который двигает шаровым устройством.
- Вентили – управляется при помощи барашка, закреплённого на шток с червячным механизмом, который поднимает и опускает запорный клапан.
Такие устройства надёжнее металлических, так как не поддаются коррозии. Единственный недостаток, это невзрачный внешний вид, но, так как это технический узел, то на него мало кто обращает внимание.
Материал, из которого на заводе изготавливают фитинги, имеет разный состав и их можно разделить на три категории:
- Гомопропилен – РРН, РР-1.
- Блоксополимер – РРВ, РР-С, РР-2.
- Ранбом сополимер – РР-3, PPRC, PPCR.
О каждой из трёх перечисленных модификаций можно рассказать подробно, но это уже тема отдельной статьи. Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Фиксаторы для полипропиленовых труб
Теперь немного информации о том, как крепятся полипропиленовые трубы. В большинстве случаев для этой цели применяют полимерные защёлки, как на верхней фотографии. Любой контур, сделанный из этого материала чуть ли не вдвое легче воды, которая по нему циркулирует. Поэтому, для диаметров 20,25 и 32 мм всегда есть в продаже такие приспособления.
Видео описание
Как нужно паять полипропиленовые трубы
Но в тех ситуациях, когда требуется надёжность, используют стальные хомуты с пластиковым дюбелем для крепления. С внутренней стороны обеих половинок хомута есть резиновые прокладки. На хомуты такой конструкции фиксируют не только полипропиленовые, но также поливинилхлоридные и металлические трубы.
По большей части PPR трубы прячут под штукатуркой, гипсокартонном или ПВХ/МДФ панелями, но для этого их тоже нужно как-то зафиксировать. Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы — просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.

Заключение
На сегодняшний день полипропиленовые трубы для сантехники и отопления можно назвать самым востребованным, а также одним из самых качественных материалов. Полимеры сейчас все больше и больше оттесняют различные металлы и достойно занимают огромную нишу на рынке сантехники.