Замена части полипропиленовой трубы
Как заменить поврежденную пластиковую трубу своими руками
 Пластиковые трубы, как и металлические их аналоги, также подвержены различным повреждениям, которые приводят к возникновению протечек. Устранение таких неисправностей несколько отличается от стандартного подхода при ремонте сетей из металлических изделий.
Пластиковые трубы, как и металлические их аналоги, также подвержены различным повреждениям, которые приводят к возникновению протечек. Устранение таких неисправностей несколько отличается от стандартного подхода при ремонте сетей из металлических изделий.
В современном доме в большинстве случаев любые коммуникационные сети, предполагающие транспортировку жидкостей, обустроены полимерными трубами. Но, как и металлические и чугунные они со временем по разным причинам могут давать протечки. Иногда такая неприятность появляется в результате производственного дефекта, либо использования при изготовлении не достаточно качественных материалов, в результате чего на пластиковых трубах могут образовываться бугры, поверхность набухает, в металлопластиковых трубах происходит разрыв фольги.
При возникновении протечек в металлических трубах с ними справлялись при помощи традиционных муфт и хомутов. В пластиковом варианте их применение исключается, так как они не смогут обеспечить устранение течи. Стенки пластиковых труб вряд ли смогут выдержать силу оказываемого давления при установке хомутов или муфт, их монтаж может повлечь за собой дальнейшее повреждение внутренней поверхности трубы под влиянием механической деформации. Поэтому единственно правильное решение – это замена поврежденного участка трубы. Если в домашнем арсенале инструментов имеется набор по сварке пропиленовых труб, то выполнить данную операцию вполне реально самостоятельно.
Помимо утюжка для работы могут понадобиться:
– специальный нож или ножницы, которые предназначены для проведения работ с пластиковыми трубами;
– лерка, с ее помощью производится очистка участков трубы от фольги;
-сухая тряпка для устранения остатков воды;
-строительный метр или рулетка;
-две муфты для обеспечения соединения труб;
-кусок пластиковой трубы, соответствующего типа.
Порядок работы можно определить в несколько этапов:
1. Отключение поступления воды в систему, где имеется поврежденный участок трубы. Для этого необходимо перекрыть поступающий кран, локализовать максимально обрабатываемый участок путем перекрытия дополнительного крана, если таковой имеется. Если нет, придется с помощью выпускного устройства освободить систему от имеющейся в ней воды.
2. Определяем размер поврежденного участка трубы с помощью строительного метра или рулетки. Отмечаем границы, учитывая предполагаемый напуск с каждой стороны в размере по 2-3 см.
3. На подготовленной обрезке трубы отмеряем требуемый размер также с учетом напуска. В результате сварки удлинение или укорочение трубы не должно произойти.
4. Специальным инструментом для резки пластиковых труб вырезаем нужный размер по меткам из подготовленного обрезка и удаляем также по меткам поврежденный участок.
5. Оба конца основной трубы подвергаем обработке леркой. Удаляем с них фольгу (если она есть), учитываем, что длина обрабатываемой поверхности не должна быть меньше половины длины пластикой муфты. С концов основной трубы удаляем остатки присутствия воды и подвергаем аналогичной обработке леркой подготовленный обрезок трубы.
6. Подключаем утюжок к сети, греем его до определенной температуры, оптимальной для сваривания пластиковых труб.
7. Вставляем один конец обрабатываемой трубы в отверстие утюга, а муфту с другой его стороны. Через некоторое время, когда произойдет уже сильный нагрев, их снимаем. Расплавленными сторонами соединяем друг к другу. В этом вопросе главное соблюдать при соединении плотность прилегания свариваемых частей, чтобы не появлялись зазоры или неровности. Дальнейшая сварка остальных частей проводится по аналогичному алгоритму. Вся процедура замены поврежденного участка пластиковой трубы может занять не более получаса. Для того чтобы избежать деформации или порчи деталей, желательно следить за временем держания разогреваемых деталей, а также за их сухостью при обработке.
Пайка полипропилена в труднодоступных местах своими руками
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
- Как ремонтировать полипропилен в труднодоступных местах
- Технология пайки электро муфтой
- Переходная муфта американка
- Как устранить протечку труб самостоятельно
- Труба под напором
- Труба без напора
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
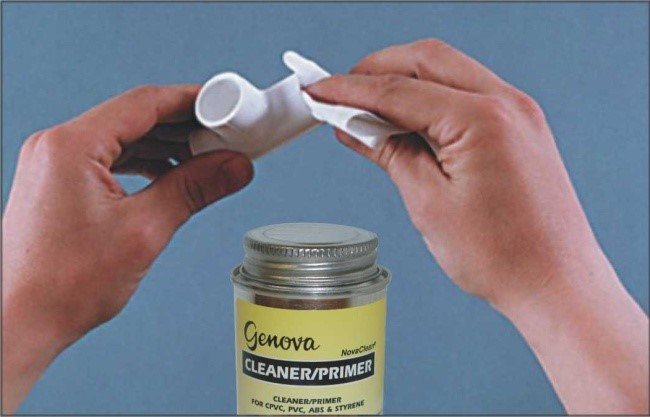
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
Какие у нее преимущества перед другими?
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.

У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
- Спайка узла на весу – В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу. Далее снять насадку и произвести соединения.
- Установка готового спаянного узла – Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.
Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором. Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.

После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.
- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
Современные технологии позволяют смонтировать сложные и гибкие в использовании системы водоснабжения. И если раньше ими занимались только специалисты, то сейчас азы доступны любому непосвященному человеку. Ведь процесс такой сборки и ремонта со временем автоматизируется.
Порядок замены полипропиленовых труб своими руками
Технический прогресс в сфере обслуживания водопроводных сетей постоянно движется вперёд. Средства хранения и переноса воды, для изготовления которых применялись чёрные металлы (чугун и сталь), неумолимо вытесняются. На смену им пришли совершенно новые, лёгкие, прочные и долговечные полипропиленовые трубы. Их замена, то есть обустройство новой водопроводной сети, включает ряд обязательных операций. Внимательно ознакомившись с технологическими особенностями производственного процесса, можно самостоятельно смонтировать водопровод из полипропилена.
 Полипропиленовые трубы
Полипропиленовые трубы
Область применения и достоинства труб из полипропилена
Полые изделия круглого сечения из полипропилена очень популярны в связи с тем, что имеют гораздо больший срок использования, нежели аналоги из металла. Производители гарантируют сохранность правильно смонтированной водопроводной сети в течение 30-50 лет. Вдобавок, полипропилен лишён одного из основных недостатков, которым грешат чугунные и стальные изделия: он не подвержены коррозии.
 Водопровод из полипропилена прочен, долговечен и дёшев
Водопровод из полипропилена прочен, долговечен и дёшев
Основные области применения носителей из полипропилена – монтаж сантехнических и водопроводных систем. Максимальная температура, при которой можно эксплуатировать системы, изготовленные с использованием полипропилена, составляет 140 о С. Этого вполне достаточно для установки в домашний водопровод, так как температура воды в системе отопления значительно ниже точки кипения.
Основные конструктивные достоинства полипропиленовых теплоносителей:
- прочность и эластичность материала.
- надёжность.
- высокая экономия тепловой энергии.
- хорошая шумоизоляция.
- значительно меньшая, в сравнении металлом, масса смонтированного водопровода.
Основной конструктивный недостаток изделий из полипропилена — ограничение по температуре воды в трубах. Выше 140 градусов поднимать её нельзя. Кроме того, необходимо очень тщательно оберегать полипропилен от воздействия агрессивных сред – щелочей и кислот.
Полипропилен стоит на порядок меньше, чем металл и металлопластик. Он экологически безопасен, так как химический состав транспортируемой жидкости одинаков на любом участке трубопровода. Единственным условием для того, чтобы все эти достоинства конвертировались в экономию денежных средств, является соблюдение правил монтажа водопроводной или сантехнической системы.
Выбор труб для монтажа домашнего водопровода
С того момента, когда принято решение о капитальном ремонте водоподающей домашней системы, нужно очень тщательно отнестись к вопросу выбора основного материала. В качестве замены металлическим трубам широко используются пять видов труб:
- Металлопластиковые. Могут пропускать носитель с температурой до 900 о С, но очень плохо гнутся.
- Полиэтиленовые. Монтаж систем можно проводить при отрицательной температуре и широких пределах давления. Наиболее подходящий материал для осуществления срочных ремонтных работ.
- Поливинилхлоридные. Не могут использоваться для прокладки водопроводов из-за наличия в составе опасного элемента хлора.
- ПЭС (из сшитого полиэтилена). Изделия из этого материала могут применяться в любых транспортировочных и обогревающих системах.
- Полипропиленовые. Благодаря многослойной конструкции и отличным эксплуатационным характеристикам являются основным материалом для монтажа водопроводных систем.
 Многообразие материалов для обустройства систем отопления
Многообразие материалов для обустройства систем отопления
Полипропилен гораздо более популярен в сравнении с другими материалами, которые используются для изготовления водопроводных систем. Только сшитый полиэтилен сравним с полипропиленом по своим эксплуатационным характеристикам. Но он менее выгоден с экономической точки зрения, так как дороже полипропилена.
Необходимо уделить особое внимание качеству сборки водопровода в том случае, когда для установки труб отопления в квартире будут использоваться изделия из полипропилена. Если в процессе монтажа будут допущены ошибки, может возникнуть опасность поломки установленного оборудования. Чтобы избежать дополнительных финансовых расходов, следует произвести расчёт системы и правильный подбор измерительных приборов.
Правила выбора размеров полипропиленовой трубы
Замена металлических труб на полипропиленовые предполагает проведение тщательных расчётов. Это необходимо для нормального функционирования системы в течение всего заявленного гарантийного срока службы изделий из полипропилена. Широко используются четыре вида труб – PPs, PPR, PPB и PPH. В торговые сети поступают изделия диаметром от 16 до 1200 мм. Для отопительных систем оптимальным является применение труб диаметром 16-32 мм. Определение расчётного диаметра водопровода помогает сэкономить на стоимости материалов. Более широкие (40-50 мм, а в отдельных случаях – до 110 мм) трубы применяются для монтажа канализации.
Правильный выбор размера зависит от двух факторов:
- общей протяжённости системы;
- количества точек водоснабжения.
Для подводящих участков системы минимальный наружный диаметр должен составлять 32 мм. Внутреннюю разводку системы можно осуществлять с использованием диаметра 16-20 мм.
Необходимый для нормальной работы системы внутренний диаметр полипропиленовой трубы можно определить с помощью несложного математического расчёта:
 Формула проходимости
Формула проходимости
Скорость движения воды в трубе различна:
- для тонких (10-25 мм) — 0,7-1,2 м/с.
- Для толстых (свыше 25 мм) — 1,5-2,0 м/с.
Разница объясняется тем, что с уменьшением диаметра снижается соотношение между поверхностью и просветом. При выборе слишком тонкой трубы проходимость будет снижаться из-за того, что скорость движения воды уменьшается при ударе потока о внутреннюю стенку.
Проходимость в полипропиленовых носителях системы водоснабжения зависит от следующих факторов:
- количества поворотов и стыков труб разных размеров;
- общей протяжённости трубопровода;
- величины давления в системе;
- внутреннего диаметра магистральных труб.
 Размеры популярных марок полипропиленовых труб
Размеры популярных марок полипропиленовых труб
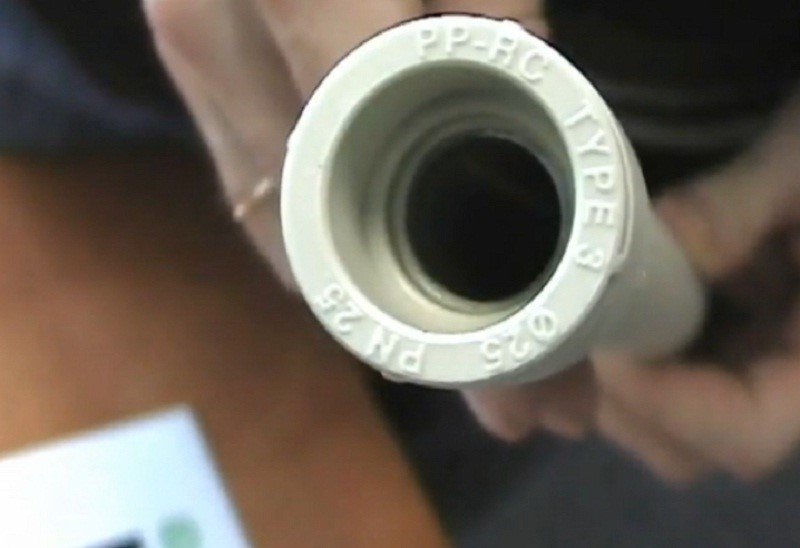
Выбранные для установки в систему трубы должны соответствовать стандартам. Наилучший способ избежать проблем – приобрести материалы одного производителя. Это будет гарантией одинаковой правильной геометрической формы, гладкости труб и отсутствия повреждений на всём протяжении длин мерных отрезков.
Правила пайки труб
Чтобы надёжно скрепить между собой свариваемые края трубы, необходимо:
- произвести замер свариваемых отрезов труб;
- Изготовить фаску —
— с наклоном 15 о и заглублением на 2-3 мм (стандарт DVS-2207-1, Германия).
— с наклоном 45 о и заглублением на 2/3 внешнего диаметра (стандарт Российской Федерации).
Паяльник следует установить на специальную подставку. Оптимальная температура нагрева рабочей поверхности – 260 градусов.
Фитинг устанавливается на дорн – специальную насадку для сварки. Нагретая труба вставляется в гильзу. Одновременно и очень быстро снятые с нагревателя части соединяются друг с другом. Время выдержки соединения зависит от величины внешнего и внутреннего диаметров. При передержке есть опасность деформации стыка и потери им эластичности. Доведя гильзу до упора в стыке, следует прекратить движение, так как при наличии нежелательных наплывов внутри трубы будет нарушена её проводимость.
 Соединение с помощью паяльного станка
Соединение с помощью паяльного станка
Время выдержки соединяемых труб на станке в зависимости от диаметра, секунд:
- 20 мм – 5;
- 25 мм – 7;
- 32 мм – 8;
- 40 мм – 12;
- 50 мм – 18;
- 63 мм – 24.
Наиболее простой способ избежать ошибки – замер глубины гильзы. Отмерив точно такое же расстояние на трубе, можно визуально проконтролировать момент стыка. Скорость соединения нагретой трубы и муфты должна быть максимальной. Во избежание снижения качества сварного стыка категорически не рекомендуется поворачивать соединяемые части вокруг своей оси.
Этапы монтажа полипропиленового водопровода
Принятие решения о замене труб старого водопровода на более современные, изготовленные из полипропилена, заставляет придерживаться простого плана действий:
- Изготовление эскиза проекта.
- Материальный расчёт (количество труб, фитингов, муфт и других соединительных элементов).
- Закупка основных и вспомогательных материалов.
- Перекрытие централизованного водоснабжения.
- Демонтаж водопровода.
- Установка нового оборудования и сборка системы.
- Проверка работоспособности вновь смонтированного водопровода.
- Уборка строительного мусора.
 Порезка, обработка и сварка полипропиленовых труб
Порезка, обработка и сварка полипропиленовых труб
Монтаж может быть частичным или полным. Во время частичной замены на места повреждённых старых труб ставятся новые, изготовленные из полипропилена. Необходимо помнить о том, что при монтаже системы горячего водоснабжения обязательно требуется установка редуктора давления. Кроме того, разборные соединения должны находиться на открытых для постоянного доступа участках системы. Носители для горячего водоснабжения должны иметь предел температуры воды 75 градусов по Цельсию.
 Система ГВС из полипропилена
Система ГВС из полипропилена
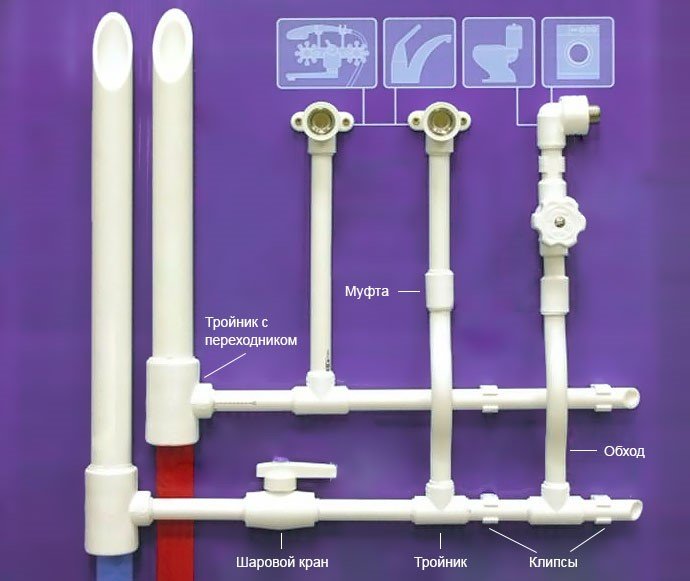
Не рекомендуется монтировать все трубы водопроводной системы на неподвижные крепления. Это можно делать только в тех местах, где есть стояки трубопровода, стыки и повороты. На прямых участках крепление труб к стене нужно монтировать быть подвижным. Правила использования соединительных элементов:
- Муфта – для стыков между собой прямых отрезков, смены диаметров и перехода на соединение при помощи резьбы.
- Угольник – для поворота трубопровода.
- Тройник – для монтажа ответвления.
Важно! Для холодного водоснабжения используются изделия с маркировкой PN10, для смешанного- PN20 или PN25(армированные).
Эксплуатация и ремонт полипропиленовых труб
Как и любой другой материал, полипропилен, кроме достоинств, имеет ряд недостатков. На его эксплуатационные качества могут повлиять:
- высокие ударные нагрузки;
- чрезмерно высокая температура воды;
- превышение номинального давления;
- взаимодействие труб с химически агрессивными веществами;
- ошибки, допущенные в процессе монтажа.
Перед началом ремонтных работ следует тщательно осмотреть водопровод и выявить причины появления технических проблем.
 Ремонт полипропиленовых труб с помощью фитингов
Ремонт полипропиленовых труб с помощью фитингов
Если диагностирована разгерметизация в районе стыков (мест установки измерительной аппаратуры, соединительной арматуры и переходов на другие типы носителей), значит, существует перекос установленного на стыке уплотнительного кольца, либо неисправен фитинг. Для проведения ремонта в квартире необходимо:
- перекрыть подачу воды;
- демонтировать вышедший из строя стык;
- восстановить герметичность участка системы в месте протечки с помощью сварочного аппарата;
- установить новый фитинг.
Кроме паяльного аппарата для создания герметичных стыков изделий из полипропилена можно использовать резиновые хомуты и специальный клей. В качестве заплаты используется тщательно обработанный и обезжиренный спиртом кусок тонкой резины. Зафиксировать хомут можно с помощью проволоки.
Данный способ ремонта является временным. На вышедший из строя стык необходимо в кратчайший срок установить новый фитинг.
Чтобы обеспечить бесперебойную работу отопительной системы, необходимо установить достаточное количество измерительного оборудования для контроля давления и температуры воды. Автоматика должна вовремя предупреждать обо всех неполадках. В случае поломки ремонт системы своими руками будет технически несложным. Также не вызовет он финансовых трудностей. Если соблюдать правила эксплуатации водопроводной системы, она прослужит долго, и не доставит проблем, связанных с ремонтом или заменой оборудования.
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Монтаж водопровода из полипропиленовых труб своими руками
Как самостоятельно поменять трубы в квартире на полипропиленовые
Когда заходит речь о ремонте системы водопровода в квартире, приходиться задумываться о весьма значительных затратах. Услуги сантехников ни как не отнести к разряду дешевых и это, вообщем то, правильно. Квалифицированный труд специалиста должен быть соответственно вознагражден. Как же минимизировать затраты при проведении ремонта в сфере сантехнических работ? Решение есть — выполнить часть работ самостоятельно.
Возьмем простой пример: типовая квартира в доме, постройки времен советской власти. Подобного жилья около 80 — 90% на всей территории нашей необъятной, поэтому большинство знает о том как проводить комплексный ремонт не по наслышке. Разумеется, хочется выполнить один раз капитальный ремонт квартиры, который включает в себя замену устаревших металлических труб водо- и теплоснабжения.
Понято, что менять стояки с холодной и горячей водой под силу только специалистам. Замена З-образной дюймовой железки с 15- 20 слоями краски на настоящий полотенцесушитель, я бы то же отнес к операциям, которые должен выполнять профи. Но после того, как в квартире появились новые стояки с шаровыми кранами, позволяющие перекрывать поступление воды в квартиру, остается значительный объем работ, которые можно выполнить своими руками. Это и демонтаж старых труб, и штробление стен под скрытую установку водопровода и собственно его полная замена на современный материал.
Если нужно заменить водопровод в квартире, то более 70% мастеров делают свой выбор в пользу полипропиленовых систем. Это знакомые многим пластиковые трубы, которые соединяются пайкой. Почему этот материал стал таким популярным? Причина кроется в том, что они лишены целого ряда недостатков, которые присущи трубопроводам из других материалов.
- Долговечность . Срок службы исчисляется десятками лет. Пластиковые трубы не гниют, не подвержены коррозии, внутри них практически не образуется отложений. Места соединений исключительно прочные, они не разборные, поэтому не подвержены прослаблению в процессе эксплуатации.
- Простота технологии . Любой человек может самостоятельно полностью смонтировать или частично модернизировать водопровод. Всё собирается, как конструктор. Имея немного опыта, можно за один день полностью спаять и подключить систему водоснабжения. Необходимо лишь ознакомиться с основными правилами работы и неукоснительно их соблюдать – риск брака сводится практически к нулю. Для монтажа необходим совсем небольшой арсенал инструмента.
- Универсальность . Из полипропилена можно собирать линии, как для холодного, так и для горячего водовода (в том числе отопление). Можно подобрать трубы практически для любого давления в системе. Посредством всевозможных концевых переходов они могут стыковаться с любыми другими водопроводами. Материалы имеют малый вес, их легко закреплять.
- Низкая стоимость . На выходе получаем самый дешёвый водопровод из всех возможных.
- Комплектность . Где бы вы ни находились, не составит труда приобрести самый полный набор необходимых фитингов и аксессуаров, как отечественного, так и импортного производства.

Какие потребуются инструменты и расходники?
1.Основной агрегат – это паяльник, который на сленге именуют «утюгом». Принципиально устроен он довольно просто: внутри рабочей части есть нагревательный элемент, который сообщает насадкам необходимую для расплавления температуру (как правило, это 260 градусов).
Этот инструмент стоит довольно дорого (100-500 у.е.). Для разовых работ, пожалуй, нет смысла его приобретать, тем более что паяльник легко можно взять напрокат – многие фирмы, торгующие трубами и фитингами, предоставят вам его (ещё и с другими необходимыми мелочами) всего за 100-200 рублей в сутки.

Как правило, в прокат, предоставляют именно такой набор. Здесь уже есть практически все необходимое для монтажа водопровода своими руками, но возможны варианты.
2. Тефлоновые насадки нужны, чтобы разогревать свариваемые детали. Они разнятся по диаметру труб и соответствующих фитингов (16, 20, 25, 32 мм и т.д.). Обратите внимание, они не всегда идут в комплекте с паяльником.
3. Ножницы (резак) для резки полипропиленовых труб.
4. Для разметки и позиционирования — рулетка, угольник, уровень, карандаш/маркер.
5. Газовый/разводной ключ.
6. Жидкость для обезжиривания.
7. Ветошь.
8. Шабер для зачистки армированных фольгой труб (они применяются для монтажа отопления и тёплых полов).
9. Уплотнительные материалы для резьбы (лента «фум», сантехнический лён и подобные).
10. Перчатки.
Какие применить трубы и комплектующие?
Для сборки холодного водопровода (до +20 градусов) подойдут тонкостенные трубы, которые маркируются PN10 и PN16, они работают при номинальном давлении в 1 мПа. Чтобы развести горячую воду, необходимо приобрести трубы PN20, которые выдерживают до +80 и вдвое большее давление.
Обычно, учитывая небольшую разницу в цене, трубу PN20 берут для устройства всех коммуникаций. Что касается диаметра, то для водоснабжения квартиры подойдут тонкие трубы (наружный диаметр 21,2 мм – эквивалент стальной «полдюймовки»), в редких случаях (если очень много потребителей или для замены стояков) применяют изделия более крупные.
Внимание! Очень важно, чтобы фитинги были того же производителя, что и применяемая труба, так как у разных фирм могут быть отличия в диаметрах и температурах плавления.
Цветовое исполнение полипропиленовых труб и фитингов (серые, белые, зелёные…) в техническом плане изделия не характеризует. Выбирайте комплектующие известных производителей (лидерами по качеству следует признать немцев, лучшее соотношение «цена/качество» у чешских и турецких фирм), покупайте в специализированных торговых точках.
Как рассчитать полипропиленовые трубы и фитинги?
Предварительно необходимо сделать принципиальную схему всего водопровода с указанием всех потребителей, счётчиков, фильтров, элементов запорной арматуры (кранов). На основании плана-схемы и характеристик элементов системы следует сделать спецификацию и количество концевых фитингов.
Затем следует прикинуть пути следования труб. Можно выбрать коллекторную (параллельную) или последовательную систему (отвод с помощью тройников). На основании этих чертежей считаем количество труб и необходимых соединительных фитингов.
Для визуализации очень удобно прямо на стенах и полах прорисовать трубы и фитинги (тройники, колени, муфты, переходы…), это поможет ориентироваться и во время монтажа.
Резьбовые муфты (МРВ и МРН) и краны стоят относительно немало – их можете купить точное количество. Что касается труб и фитингов – рекомендуем взять этих материалов с запасом. Не забывайте, что понадобятся крепежи для фиксации трубопроводов к ограждающим конструкциям – они ставятся примерно через каждые 500 мм.
Также трубы необходимо будет обернуть изоляционным рукавом из вспененного полиэтилена – то есть в погонаже его потребуется почти столько же, как и труб. Он предотвращает образование конденсата, устраняет шум транспортируемых жидкостей, в штробах и монолитах обеспечивает трубам пространство для температурного расширения.
Собираем водопровод, несколько общих советов
Рекомендуем начинать работу после монтажа канализации, так как сливные трубы требуют обязательного уклона, для воды таких требований нет, можно вести их и по потолку.
Удобно работать вдвоём, когда один человек постоянно держит паяльник, а другой — манипулирует трубами и фитингами, хотя опытные мастера справляются и единолично.
Заранее подготовьте себе верстак, на котором будете делать заготовки. Вообще, нужно сказать, что большую часть работы можно выполнить «с удобствами на полу» а затем только собирать укрупнённые детали «по месту». Сборку рекомендуем вести от потребителей к узловым распределительным устройствам, к вводу.
Когда линии идут рядом, горячую трубу всегда ведём выше холодной, чтобы на трубе холодного водоснабжения не выпадал конденсат.

Старайтесь располагать трубы вертикально и горизонтально, стыковать их под прямым углом (косые углы для горячих трубопроводов мешают температурному расширению).
Внимание! Заранее продумайте, где будет находиться «последняя пайка» для одного ответвления, дело в том, чтобы подвести паяльник к точке пайки, нужен ход трубы около 8 сантиметров. В самых зажатых местах из положения можно выйти, если применить два паяльных аппарата (один плавит трубу, а другой – фитинг).

Если необходимо провести трубу сквозь стену, то, чтобы в неё не попал мусор, следует надеть на край какой-нибудь чехол (например, кусок полиэтилена и обмотать малярным скотчем).
Производим пайку полипропилена
Присоедините к агрегату необходимую насадку, включите паяльник, выберите температуру в зависимости от требований производителей труб – часто указывается на трубах (обычно это 260 градусов). Когда аппарат прогреется – сработает термореле, возможно изменится световая индикация.
Ножницами (труборезом) отрезаем трубу необходимого размера. Помните, около 15 мм трубы будет заходить в фитинги, значит, потребуется запас 30 мм.

Осмотрите спаиваемые детали на предмет деформаций, брака, загрязнений, увлажнений. Протрите место пайки обезжиривающим средством.
Приставьте фитинг к краю трубы, выставьте детали друг относительно друга в зависимости от проектного положения. На фитинге и на трубе (в 15 миллиметрах от края) маркером или карандашом поставьте две риски.
Наденьте на насадку фитинг и вставьте в неё трубу – до упора. Лучше это сделать одновременно, но если не получается – то сначала надевается фитинг (у него стенки толще, и он не перегреется).

Внимание! Не вращайте детали из полипропилена на насадке, не перекашивайте их по оси.
Только после того как детали полностью упёрлись на насадке, начинаем отсчёт. Трубу и фитинг диаметром 20 мм держат в насадке 4-5 секунд, 25-ю трубу – до 7 секунд, 32-ю – до 10.

Одновременно, ПЛАВНО, снимаем полипропилен с насадки и быстро, но без суеты, заводим трубу в фитинг. Движение должно быть прямое, соблюдайте соосность деталей. Помните, мы рисовали метки, так вот они после соединения должны совпасть (не прокручивайте детали). Необходимо, чтобы вся оплавленная часть трубы вошла в фитинг.

Около 5 секунд руками удерживаем соединение в таком положении. Загляните в трубу: внутри на месте пайки не должно быть перегородки из расплава (она появляется, если детали были перегреты).
Продолжить работу с этой деталью можно через 2-3 минуты, пока займитесь изготовления другой. Если соединение не получилось (перекос, неправильное расположение фитинга, сильное расплавление с образованием внутри детали переборки), то лучше разберитесь в причинах появления ошибки и сделайте другую заготовку. Перед началом работ рекомендуем немного потренироваться в пайке на обрезках!
После пайки водопровода горячую насадку следует протереть ветошью. На трубы надеваем изолирующий рукав. В нужных местах устанавливаем С-образные клипсы, защёлкиваем в них трубы. Вывода выставляем и фиксируем на стенах.