Сварка труб полипропилена с полиэтиленом
Как соединить пнд трубу с полипропиленовой трубой: через фитинги, муфты и фланцы
Новые инженерные системы все чаще создаются при использовании трубопроката из полипропилена и полиэтилена низкого давления. Нередко трубопроводы из ПП и ПНД приходится соединять между собой. Это позволяет не демонтировать уже проложенные коммуникации из полиэтилена низкого давления.
Поэтому полезно будет узнать, как соединить ПНД трубу с полипропиленовой трубой при модернизации и ремонте существующей сети. Информация особенно пригодится начинающим мастерам.
- Виды стыковки
- ПП трубопроводы
- ПНД трубопроводы
- Соединение труб ПНД и полипропиленовых между собой
- Резьбовые фитинги
- Цанговые муфты
- Фланцы
- Вывод и видео по теме
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.
 Пластиковый водопровод
Пластиковый водопровод
Они применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.
ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Разогрев ПП деталей осуществляется до 260 градусов. Потом один элемент вставляется в другой. Свариваемый участок фиксируется в неподвижном положении, пока не произойдет остывание расплавленного полимера.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена. Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.
Производители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.
Сварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
Соединение труб ПНД и полипропиленовых между собой
Выполнить соединение ПНД и полипропиленовой трубы с помощью сварочного оборудования не получится. Смешивание разных полимеров станет причиной деформации стыка из-за появления трещин. Для соединения разнородных материалов применяются другие способы.
Резьбовые фитинги
Для монтажа соединительного резьбового модуля на концах труб из полиэтилена и полипропилена применяется сварка. Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.
В начале процесса соединительный элемент разбирается. Потом одна его часть припаивается к концу трубопровода из полипропилена, а другая половина соединяется при помощи сварки с полиэтиленовой частью.
Эти действия позволят создать стык, который при необходимости всегда можно будет разобрать. Если же нужно выполнить неразъемное соединение, применяются специальные модули с закладными нагревающимися деталями.
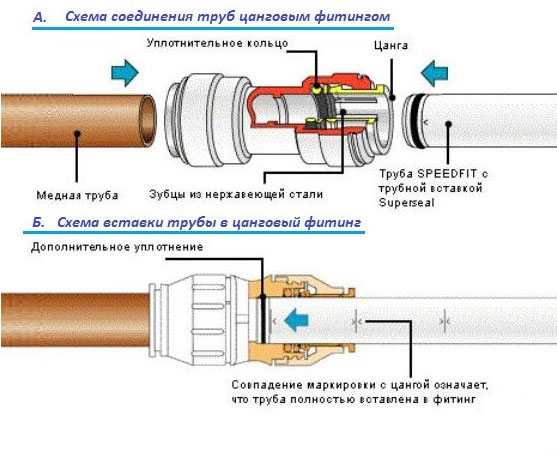
Цанговые муфты
Для создания разборного стыка между отводами из ПП и ПНД применяются цанговые муфты. В состав такого модуля входит цанга, зажимная гайка, стопорное кольцо, резьба и ответная часть.
Производители выпускают разные виды цанговых муфт. В начале процесса каждая из них разбирается. Потом цанга вставляется в полиэтиленовую трубу и зажимается стопорным кольцом при затягивании гайки без лишних усилий. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
На следующем этапе ответная часть цанговой муфты фиксируется паяльником на полипропиленовом трубопроводе. В завершение выполняется резьбовое соединение при использовании фум ленты, которая исключает возникновение протечек.
Фланцы
Распространенным способом соединения полипропиленовых труб с трубопроводами из полиэтилена низкого давления является использование фланцев.
Такие трубопроводные элементы применяются для стыковки коммуникаций большого диаметра. Дополнительно в работе используется втулка, позволяющая провести фиксацию фланцев.
Стыковка выполняет поэтапно:
- втулки привариваются к концам разных труб/соединяются прижимной гайкой;
- фланцы разъединяются;
- соединительные элементы фиксируются на приваренных втулках;
- фланцы соединяются между собой при помощи болтов и гаек.
Во время создания стыка используется уплотнительный материал. Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Вывод и видео по теме
Видео поможет понять, как соединить трубу ПНД с полипропиленовым трубопроводом. Для этого можно использовать разные способы. Подходящий выбирается, исходя из условий монтажа, особенностей коммуникации и доступности материалов.
Сварка полипропиленовых труб, работаем своими руками
Времена меняются, меняются и технологии
Многие годы самым распространенным материалом, который применялся для организации систем водоснабжения и отопления, служили стальные изделия. Однако, такие отрицательные качества, как низкая коррозионная стойкость, способность к зарастанию, высокая стоимость и сложность монтажа, привели к необходимости найти альтернативные материалы для изготовления труб. Создание полимеров открыло новую эру в трубном производстве. К тому же, сварка полипропиленовых труб выполненная своими руками возможна без особых профессиональных навыков и громоздкого оборудования. Однако следует придерживаться определенных правил при выборе сварочного аппарата для сварки ПВХ-труб, но об этом немного позже.
Однако, перед походом в строительный супермаркет или на рынок стоит разобраться, а какие же варианты предлагает нам сегодня широкий ассортимент пластиковых труб? Для начала стоит сказать, что “пластиковыми” называют все трубы, изготовленные из полимеров, а подразделяются они следующим образом: изделия из поливинилхлорида (ПВХ), полипропилена, полиэтилена, в том числе сшитого, металлопластиковые.
Сферы применения полипропиленовых материалов, способы их соединения
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, “теплого пола”, канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления – 1,6 МПа. Для горячего водоснабжения и отопления – PN 20 с номинальным давлением 2 МПа.
Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой. Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера – 20, 25, 32, 40 мм.
 Полипропиленовые материалы, многообразие выбора
Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.
Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
С металлическими деталями – стальными узлами, кранами, фильтрами, смесителями, счетчиками – полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.
Сварка полипропилена собственными руками: выбор оборудования
Форма инструмента
Паяльники для сварки полипропиленовых изделий разделяются по форме рабочего органа на стержневые и мечевидные (плоские). Исходя из собственного опыта, могу сказать, что стержневым паяльником удобнее выполнять работы в стесненных труднодоступных местах.
Мощность паяльника
Мощность инструмента приблизительно можно подобрать, исходя из простого расчета. Для этого нужно умножить диаметр трубы в мм, которую вы собираетесь паять, на 10. Например, для сварки изделия диаметром 50 мм достаточной является мощность, равная 500 Вт.
Качество и функционал
Качественные паяльники профессионального ряда имеют электронную регулировку, что позволяет достичь хорошей точности установки температуры нагрева. Звуковая сигнализация дает возможность контроля за процессом во всех трех режимах: нагрева, соединения, фиксации.
Насадки для паяльников
Насадки для паяльника имеют покрытие двух разновидностей: тефлоновое и металлизованное тефлоновое. Последнее имеет более высокие прочностные характеристики. Однако, если с тефлоновой насадкой обращаться бережно – аккуратно складывать инструмент в футляр, протирать трубы и фитинги перед сваркой спиртом или другим обезжиривателем – срок ее службы будет довольно длительным.
Производители оборудования для сварки пластиковых материалов
Сварка пластиковых труб своими руками, конечно, будет значительно облегчена при использовании качественного оборудования. Самым желательным, но и самым дорогим вариантом являются паяльники чешского производства. Турецкие и российские модели гораздо дешевле, по эксплуатационным характеристикам несколько ниже чешских, но для использования в быту они являются вполне приемлемым вариантом. Зачастую негативные отзывы получали модели, которые при тщательной проверке оказывались китайскими подделками. О китайских паяльниках можно сказать одно – самые дешевые, годятся исключительно для краткосрочного, редкого применения.
Преимущества применения полиэтиленовых труб
Сварка полиэтиленовых труб сделанная своими руками отличается от аналогичной работы с полипропиленовыми материалами.
Полиэтиленовые материалы имеют ряд весомых преимуществ:
- прежде всего, это гибкость, которая дает возможность прокладывать узлы по изогнутой линии без стыков между прямыми отрезками;
- малый вес, возможность сворачивания при транспортировке;
- материал совершенно инертен, не вступает во взаимодействие ни с какими веществами, находящимися в земле;
- не выделяет токсичных элементов;
- не лопается на морозе.
Полиэтиленовые трубы ПНД могут применяться для водопроводов и канализационных систем. Такие детали не изнашиваются, не подвергаются коррозии, не зарастают, не боятся контакта с агрессивными веществами и, главное, могут изменять свою длину на 7%, не теряя при этом эксплуатационных характеристик. Пропускная способность такого вида водопровода на 30% выше, чем у металлического аналога с таким же сечением, благодаря идеальной гладкости стенок.
Как правильно починить автомобиль при помощи сварки? Узнайте об этом в нашей статье.
Если вы планируете профессионально заняться газовой сваркой, то для начала необходимо тщательно подготовиться. Подробнее по https://elsvarkin.ru/materialy/materialy-dlya-gazovoj-svarki/ ссылке.
Электромуфтовые аппараты для сварки ПНД труб
Сварка ПНД труб сделанная своими руками возможна с помощью электромуфтового соединения. При такой сварке применяются специальные фасонные части, в которые вмонтированы при изготовлении нагревательные элементы. Это могут быть отводы, седла, тройники и заглушки. Для соединения изделий с закладными нагревателями необходимы специальные электромуфтовые аппараты самой различности степени сложности и оснащенности.
Если вы хотите использовать полиэтиленовые трубы и не обременять себя поиском подходящего оборудования, то можно приобрести трубы ПЭ. Они предназначаются для внутреннего и наружного водопровода, канализации, водостока. Малые диаметры таких труб (до 63 мм) можно собирать с использованием латунных или полипропиленовых фитингов с резиновыми кольцами для уплотнения.
Если вы решили самостоятельно заменить или смонтировать по новой систему водоснабжения или отопления, используя пластиковые изделия, то это будет вам вполне по плечу. Но для успешного выполнения задачи необходимо ознакомиться с основными принципами соединения выбранных труб и обязательно проконсультироваться с профессионалами.
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Соединение трубопроводов из полипропиленовых труб
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.

Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.

Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
Как соединить полипропиленовые трубы – обзор проверенных способов стыковки
По сравнению с металлическими и металлопластиковыми трубами полипропиленовые аналоги дешевле, долговечнее и надежнее. Еще один важный аргумент в их пользу − простота соединения и герметика стыков, что позитивно отражается на жизнеспособности всей трубопроводной системы.

С какими деталями стыкуются изделия из полипропилена
Если вы не знаете, как соединить полипропиленовые трубы, наши разъяснения окажутся кстати. Данная разновидность труб востребована при подготовке магистралей водопровода, отопления и орошения. Из-за долговечной эксплуатации полипропиленовых труб в сети водоснабжения, а это примерно полвека, такой вид все чаще предпочитают в качестве замены изношенных линий. А также данные трубы превосходно комбинируются со вспомогательными элементами из стали и полиэтилена.
Все трубы из полипропилена, согласно сфере применения, классифицируются на виды:
- Обычные трубы для монтажа трубопроводов с холодной водой (PN 10, 16).
- Универсальные толстостенные трубы для проведения отопительной системы, выдерживающие горячую воду с температурой +80ºC (PN 20).
- Композитные трубы, имеющие прослойку из металла или капрона, счищаемую при спайке. Применяются для монтажа системы отопления, где предельная температура горячей воды может достигать +95ºC (PN 25).

Соединения труб из полипропилена отличает отсутствие швов между составляющими трубопровода.
При их диаметре меньше 50 миллиметров можно воспользоваться всевозможными фитингами:
- муфтами для соединения участков одного поперечного размера;
- крестовинами для образования разветвлений;
- заглушками для герметизации концов трубы;
- переходниками для стыковки трубных изделий всевозможных диаметров;
- штуцерными фитингами для соединения труб с гибкими шлангами.

Если вы решили выполнить монтаж пропиленовых труб своими руками, то, в первую очередь, нужно купить или взять в аренду особый паяльник с насадками.
В придачу к нему потребуются:
- ножницы для труб из пластика;
- рулетка, маркер для разметочных работ;
- зачистка для трубных поверхностей.
Сваривание труб
Стыковка составляющих трубопроводной магистрали заключается в их обязательном нагревании и оперативном соединении частей. Для сварки труб используют бытовые аппараты мощностью до киловатта, которой вполне достаточно для оперативного и безупречного разогрева материала. В промышленном производстве применяют более сильные и дорогостоящие приборы. Покупая для этих целей специальный паяльник, вы дополнительно получаете насадки к трубам всевозможных диаметров. Трубу из полипропилена нужно прогревать снаружи, а фитинги − изнутри.

Как пользоваться паяльником? Во-первых, его нужно подключить к электросети и установить требуемую для разогрева температуру, которая зависит от величины поперечных сечений подлежащих свариванию пластиковых труб. Средняя температура варьирует от +250̊ до +270̊C.
Во-вторых, необходимо обязательно надеть защитные перчатки во избежание ожогов даже при малейшем касании к раскаленным деталям. При сваривании труб в домашних условиях важно соблюдать осторожность и основные требования техники безопасности. Читайте также: «Какое соединение полипропиленовых труб надёжнее – виды и особенности стыковки».
Спаивание труб
Рассмотрим соединение труб методом спаивания:
- С помощью ножовки или острых ножниц, не деформирующих пластик, отрезать трубы под углом 90̊. Если вы не знаете, как отрезать трубу под углом, нужно прочесть дополнительную информацию.
- При наличии на торце заусениц тщательно их счистить.
- Разметить глубину спайки, т.е. отмерить на трубе участок определенной длины для вхождения в муфту или тройник и нарисовать маркером риску. Помнить, что длина погружения в соединяющий элемент находится в прямой зависимости от диаметра изделий. Чем крупнее трубы, тем глубина спаивания должна быть больше.
Алгоритм действий немного изменится, если трубы армированные. Тогда перед процессом спаивания нужно обработать верхний слой трубного изделия, включающий фольгу из алюминия, волокно из базальта или капрона. С помощью специального инструмента легко удалится необходимая величина слоя. Нужно обратить особое внимание на тщательность снятия фольги. Даже незначительные ее излишки на трубе негативно отразятся на герметичности спайки.

Дальнейшие действия процесса спаивания:
- Установить на гладкую и надежную поверхность паяльник с насадками, которые заранее подобраны согласно диаметру труб.
- Одновременно на раскаленную насадку с двух сторон насаживают трубу и фитинг, продвигая до нанесенной маркером разметки.
- Разогреть пластик, выдержав определенное время, которое зависит от диаметрального размера труб. Например, если величина поперечного сечения изделия составляет 20 мм, то для разогрева достаточно 6 сек; если 32 мм — 8 сек.
- Затем элементы снимают с насадки и обеспечивают прочную фиксацию друг в друга. Ни в коем разе не производить поворотных движений.
- Чтобы обеспечить прочное сцепление стыка, нужно выдержать 4-10 сек. Этого времени будет достаточно для качественного застывания полипропилена и получения неразъемного соединения.
Обратите внимание, что очень важно соблюсти необходимое время нагрева. Если разогрев недостаточный, могут образоваться протечки. Излишний перегрев приведет к запаиванию пространства внутри трубы и возникновению оплыва. Не стоит его тут же удалять, т.к. разогретый пластик начнет деформироваться еще больше. Лучше подождать, пока изделие окончательно остынет, а потом удалить излишки.
Наши советы
Прежде чем приступить к процессу спаивания труб, лучше выполнить парочку тренировочных стыков. Проще работать с небольшими соединениями, установив аппарат для сварки прямо на столе. Так можно проверить, насколько правильно выполняется спайка труб.
А вот присоединять элементы к частично готовому трубопроводу будет сложнее:
- На трубу из полипропилена надеть насадку паяльника, в другую часть вставить тройник, держа сварочный аппарат на весу.
- При подготовке магистрального водопровода обязательно чередование последующих соединений. На труднодоступных участках лучше избегать стыковочных работ из-за сложности пользования паяльником.
- Материал должен быть сухим и чистым, потому что присутствие грязи и воды снизит качество стыка. Известно, что материал, если он мокрый, может деформироваться при нагревании.
- Все изделия (трубы, фитинги) приобретать от одного изготовителя, потому что химический состав элементов от разных производителей может отличаться, что в конечном итоге приведет к негерметичному соединению.
- Температурный режим в помещении, где ведутся работы с полипропиленом, должен быть оптимальным и не ниже +5̊C.
Соединение труб методом обжима
Нередко для ремонта потребуется разборка трубопровода. Если соединение составляющих магистрали выполнено методом спайки, что надежно и долговечно, то разобрать его практически нереально. Давайте рассмотрим, как соединить полипропиленовые трубы без паяльника, который не всегда можно купить либо арендовать у знакомых. В данном случае потребуются резьбовые фитинги с прижимным кольцом, которые получили название − цанговые (обжимные). И не зря, ведь такого рода соединение выдерживает нагрузку до 16 атмосфер.
Чтобы методом обжима состыковать между собой составляющие трубопровода, будут нужны дополнительные детали:
- тройники;
- паечные и комбинированные муфты с внутренней и наружной резьбой;
- угольники;
- переходники с наружной резьбой;
- заглушки;
- шаровые краны;
- тройники с накидной гайкой;
- всевозможные фитинги с резьбой;
- уплотнительные кольца для раструбного соединения полипропиленовых труб и др.

Нужно обратить внимание на один нюанс, что для обеспечения надежной герметичности все уплотнители и места соединения щедро обрабатываются силиконом.
- Отрезать часть полипропиленовой трубы.
- Надежно вставить ее в фитинг.
- Обмотать резьбу детали нитью для герметизации.
- Натянуть сверху обжимное кольцо, гайку.
- Обжимным ключом, о котором нужно позаботиться заранее, выполнить полное затягивание элементов трубы.
По сравнению со свариванием, на этот метод уходит намного больше времени, но он очень удобный при соединении полипропиленовых труб и радиаторов.
Стыковочная комбинация металла и полипропилена
При установке водопроводной и системы отопления встречаются места, где обязательно соединение труб из стали и пластика. Для таких случаев потребуются специальные переходники-фитинги, у которых с одной стороны присутствует гладкое отверстие для трубы из пластика, а с другой − вставка с резьбой из металла. Поэтому полипропиленовая труба стыкуется методом сваривания, а стальная − затягивается обжимным ключом. В результате, полученное соединение по прочности уступает сварному, но все равно прослужит много лет.

Обратите внимание, что по завершению установочных работ обязательно проведение пробного запуска воды в системе. Так можно проверить герметичность мест стыков труб и составляющих трубопровода. Возможно протекание резьбовых соединений, которые необходимо сразу же подтянуть ключом.
Как видим, можно провести самостоятельный монтаж водопроводной или отопительной системы из полипропиленовых труб. Главное − безукоризненно соблюдать требования инструкции по применению аппарата для сварки и технологию установочных работ. Очень полезным будет просмотр видео на эту тему.
Соединение полиэтилена и полипропилена
Такой вариант магистрали предусматривает приобретение специальных фитингов. Они понадобятся в случае, если вода в постройку поступает по трубам из ПНД, а в дальнейшем разводится с помощью полипропиленовых труб. В таких случаях достаточно часто выполняется пайка труб ПНД паяльником для полипропилена, что вполне допустимо.
Рассмотрим два случая, как соединять полипропиленовые трубы без сварки с полиэтиленовыми:
- К изделию из ПНД крепится муфта с резьбой, с одной стороны которой располагается соединение зажима. На конец полипропиленовой трубы также монтируется подобная резьбовая муфта, с одного края которой находится паечный стык, с противоположного − резьбовой. Чтобы избежать течи и добиться качественной стыковки, на резьбу накладывается пакля или ФУМ-лента.
- С применением фланцевого соединения. Уплотнитель из резины располагается между фланцами, которые между собой стыкуются болтами. Читайте также: «Виды соединений труб без сварки – какие бывают, плюсы и минусы».